HEIDENHAIN CNC Pilot 4290 Pilot User Manual
Page 77
77
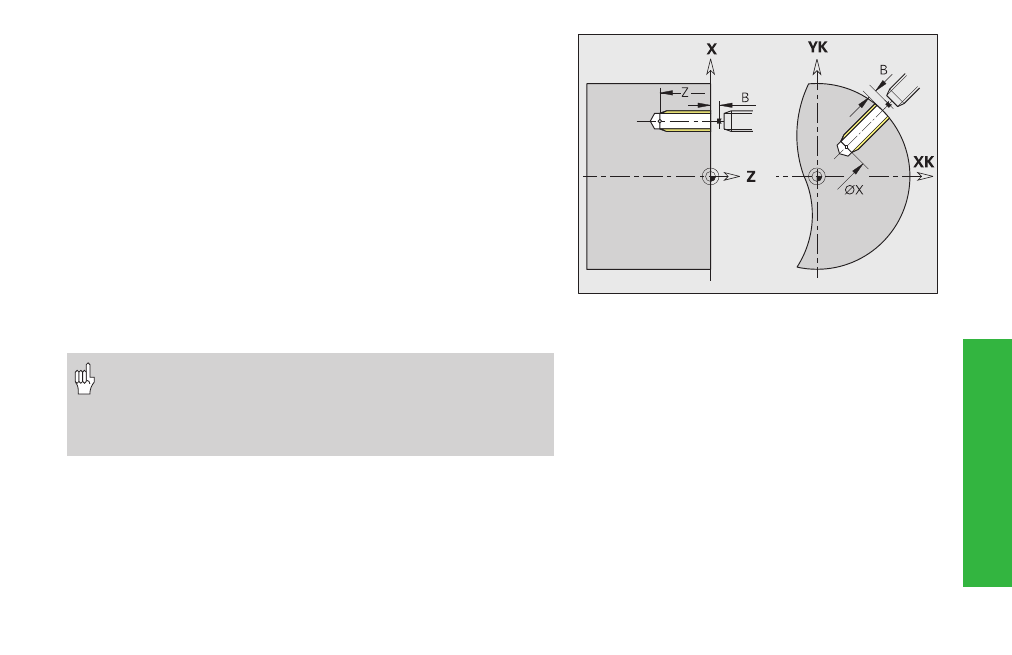
Tapping cycle G36
G36 can be used for axial and radial threads using driven or stationary
tools. Depending on ”X/Z”, G36 decides whether a radial or n axial
thread will be machined.
Parameters
X:
Diameter – end point of thread for axial machining
Z:
Length – end point of thread with radial machining
F:
Feed per revolution - thread pitch
Q:
Number of spindle - default: 0 (main spindle)
B:
Chamfer length (see G33)
H:
Reference direction for thread pitch – default: 0
■
H=0: Feed rate on the Z axis
■
H=1: Feed rate on the X axis
■
H=2: Feed rate on the Y axis
■
H=3: Contour feed rate
S:
Retraction speed
default: Same spindle speed as for tapping
• ”Cycle STOP” becomes effective only at the end of a thread
cut.
• Feed rate override is not effective.
• Do not use spindle override !
• With uncontrolled tool drive, a floating tap holder is required.
Dr
illing cy
cle gr
oup