HEIDENHAIN CNC Pilot 4290 Pilot User Manual
Page 56
56
Allo
w
ances,
saf
ety clear
ances
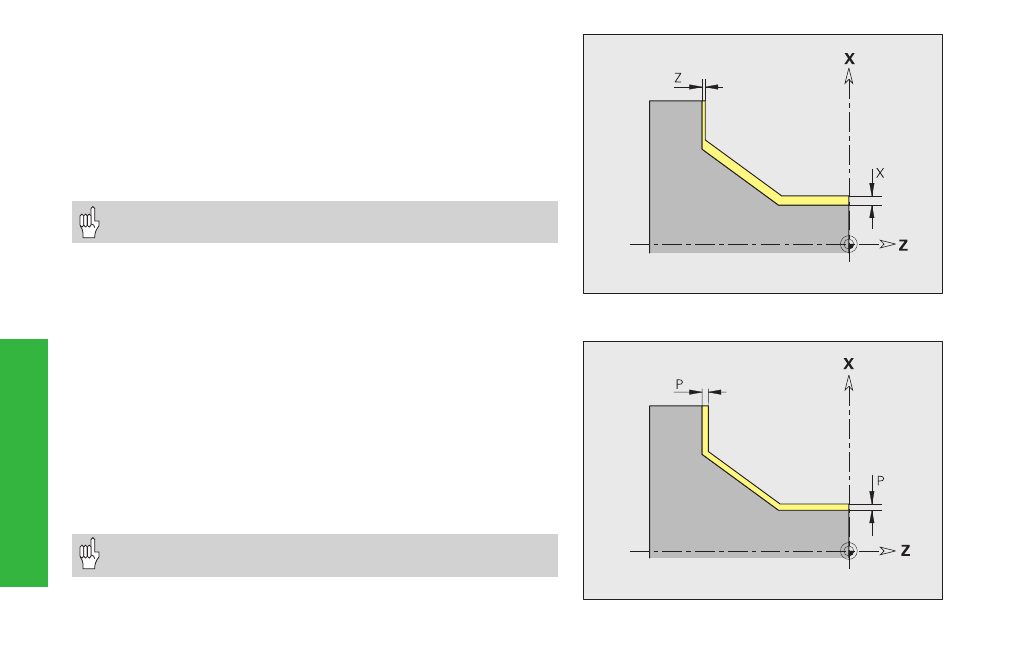
Contour-parallel allowance (equidistant) G58
G58 defines a contour-parallel allowance. A negative allowance is
permitted with G890. G58 is programmed before the cycle.
After cycle execution, allowances are
■
deleted: G810, G820, G830, G835, G860, G869, G890
■
not deleted: G81, G82, G83
Parameters
P:
Allowance
If an offset is programmed with G58 and in the cycle, the
offset from the cycle is used.
Axis-parallel allowance G57
G57 defines different allowances in X and Z. G57 is programmed before
the cycle.
After cycle execution, allowances are
■
deleted: G810, G820, G830, G835, G860, G869, G890
■
not deleted: G81, G82, G83
Parameters
X, Z: Allowance (X diameter value)
If the allowances are programmed with G57 and in the cycle
itself, the cycle allowances are used.