HEIDENHAIN CNC Pilot 4290 Pilot User Manual
Page 57
57
T
ools,
types of compensation
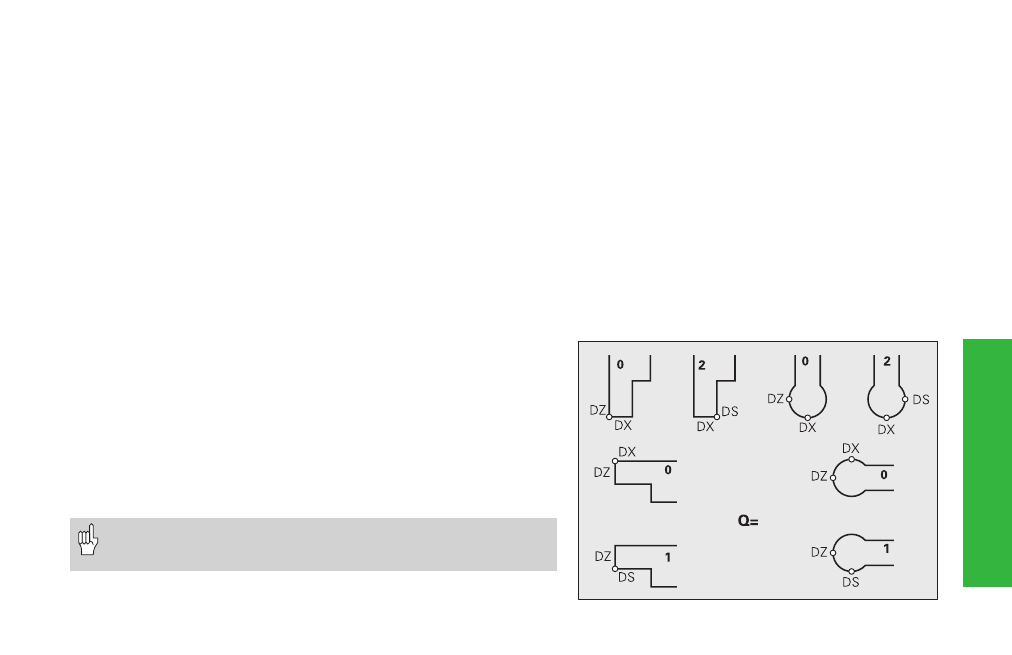
(Changing the) cutter compensation G148
”O” defines the wear and tear compensation values to be
compensated. DX and DZ become effective after program start and
after a T command.
Parameters
O:
Selection – default: 0
■
O=0: DX, DZ active – DS inactive
■
O=1: DS, DZ active – DX inactive
■
O=2: DX, DS active – DZ inactive
The recessing cycles G860, G866 automatically take the
”correct” wear compensation into account.
Tool call T
The ”T” is followed by the WAPP number. You can enter the T number
directly or select it from the tool list (switch with the CONTINUE key).
WAPP number:
W: Tool carrier number
A: Number of the location group
PP: Pocket number in the tool carrier
If you are working with multi tools, program
”T PP.S” or ”T WAPP.S” (S = number of the side tooth).