HEIDENHAIN CNC Pilot 4290 Pilot User Manual
Page 80
Advertising
80
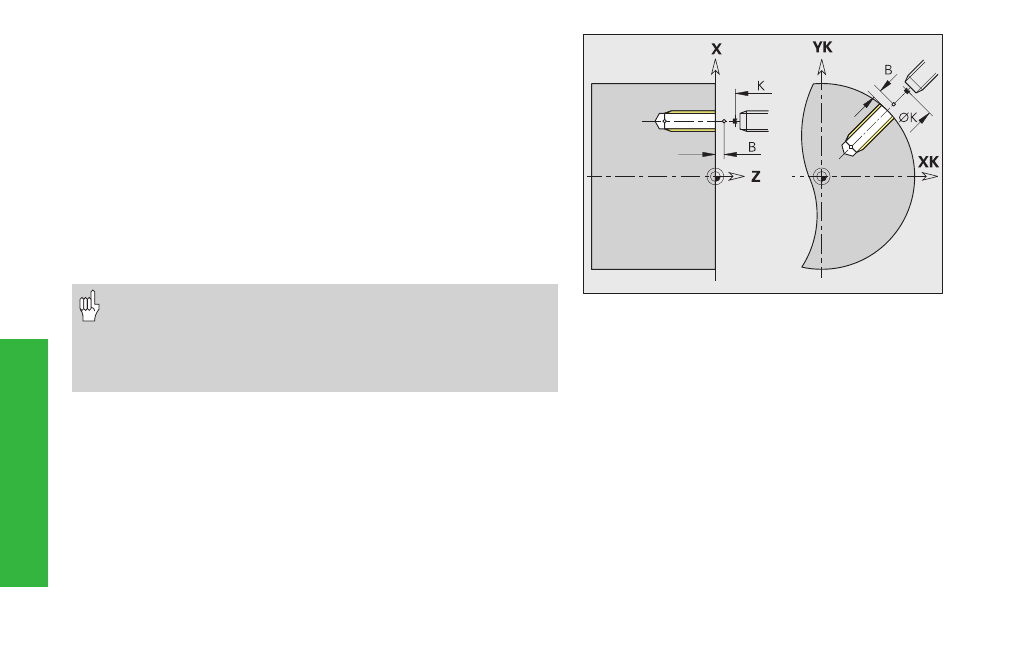
Tapping G73
G73 can be used for axial and radial threads using driven or stationary
tools.
Parameters
NS:
Contour block number with boring geometry (G49, G300- or
G310-Geo)
B:
Chamfer length – default: Machining Parameter 7 ”Thread
chamfer length [GAL]”
S:
Retraction speed – default: tapping speed
K:
Retraction level (radial holes and holes in the YZ plane: Diameter)
– No input: Tool moves to starting position or safety clearance
J:
Pull-out length during use of collets with length compensation –
default: 0
• Hole pattern: ”NS” refers to the bore hole contour (and not
the definition of the pattern).
• ”Cycle STOP” only becomes effective at the end of a thread cut.
• Feed rate override is not effective.
• Do not use spindle override !
Dr
illing cy
cle gr
oup
Advertising