HEIDENHAIN iTNC 530 (340 422) ISO programming User Manual
Page 377
Advertising
HEIDENHAIN iTNC 530
377
8.9
C
y
cl
es f
o
r Mu
lt
ip
ass Millin
g
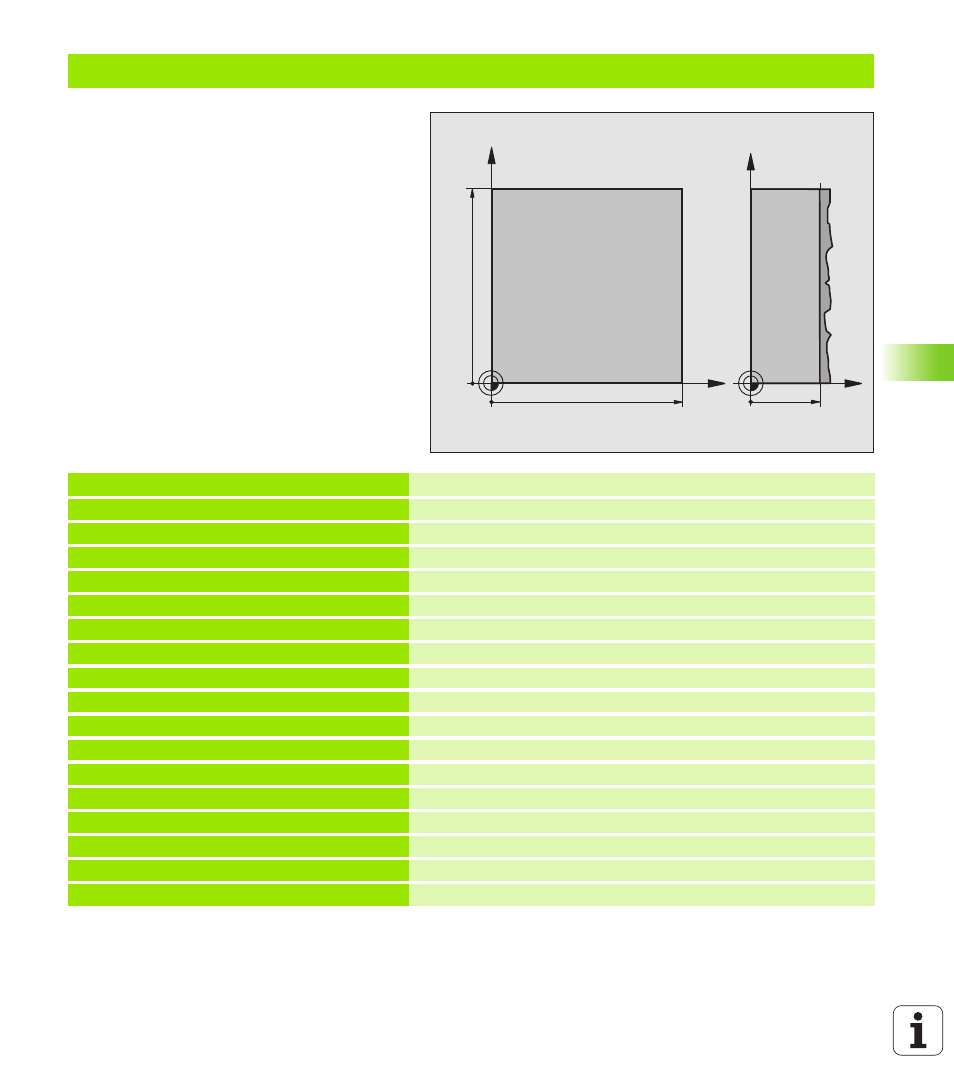
Example: Multipass milling
%C230 G71
N10 G30 G17 X+0 Y+0 Z+0 *
Define the workpiece blank
N20 G31 G90 X+100 Y+100 Z+40 *
N30 G99 T1 L+0 R+5 *
Define the tool
N40 T1 G17 S3500 *
Tool call
N50 G00 G40 G90 Z+250 *
Retract the tool
N60 G230 MULTIPASS MILLING
Cycle definition: MULTIPASS MILLING
N60 G230 MULTIPASS MILLING
Cycle definition: MULTIPASS MILLING
Q225=+0
;STARTING PNT 1ST AXIS
Q226=+0
;STARTING PNT 2ND AXIS
Q227=+35
;STARTING PNT 3RD AXIS
Q218=100
;FIRST SIDE LENGTH
Q219=100
;SECOND SIDE LENGTH
Q240=25
;NUMBER OF CUTS
Q206=250
;FEED RATE FOR PLNGNG
Q207=400
;FEED RATE FOR MILLING
Q209=150
;STEPOVER FEED RATE
Q200=2
;SET-UP CLEARANCE
X
Y
100
100
Z
Y
35
Advertising