HEIDENHAIN iTNC 530 (340 422) ISO programming User Manual
Page 467
HEIDENHAIN iTNC 530
467
11
.4
P
ro
g
ra
m
R
u
n
U
U
U
U
To go to the first block of the current program to start a block scan,
enter GOTO "0".
U
U
U
U
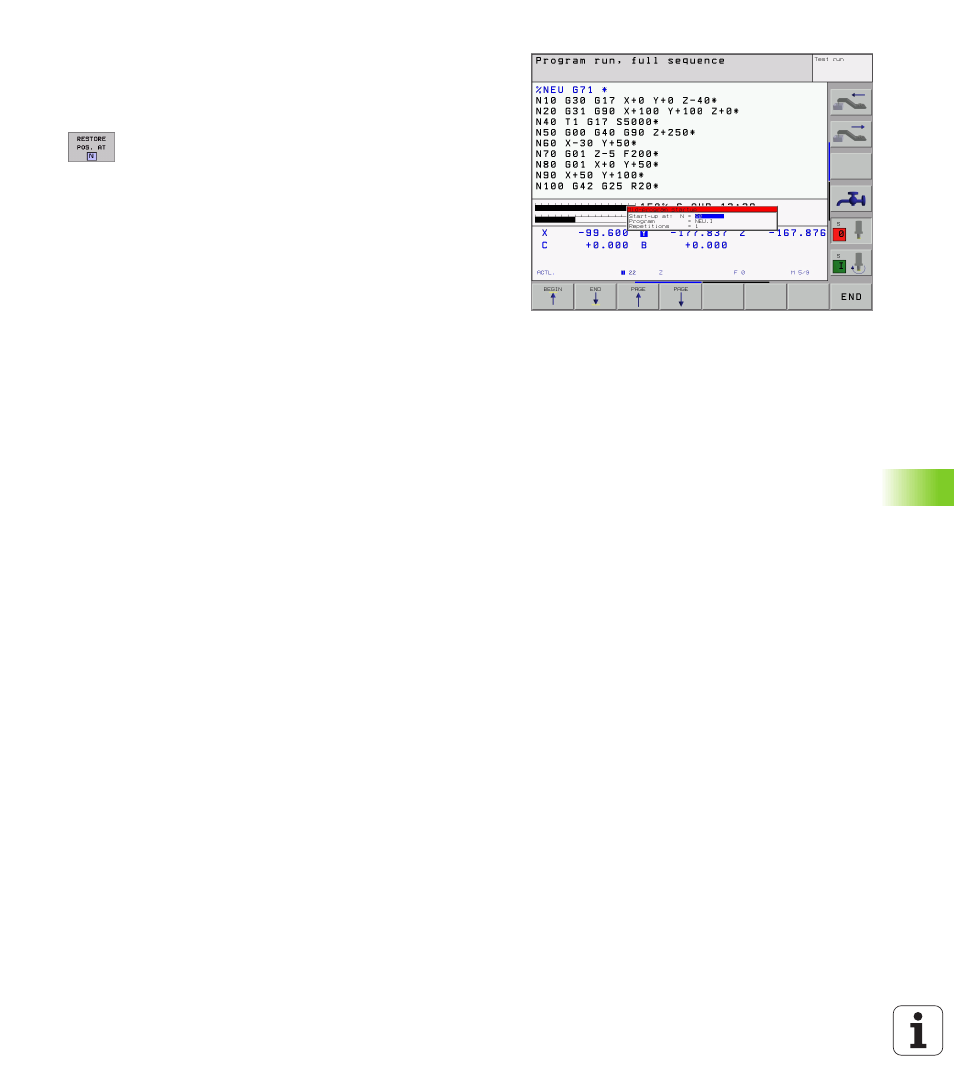
To select mid-program startup, press the RESTORE POS AT N soft
key.
U
U
U
U
Start-up at N:
Enter the block number N at which the
block scan should end.
U
U
U
U
Program:
Enter the name of the program containing
block N.
U
U
U
U
Repetitions:
If block N is located in a program section
repeat, enter the number of repetitions to be
calculated in the block scan.
U
U
U
U
PLC ON/OFF: To account for tool calls and
miscellaneous functions M: Set the PLC to ON (use
the ENT key to switch between ON and OFF). If PLC
is set to OFF, the TNC considers only the geometry.
The tool in the spindle must equal the tool called by
the program.
U
U
U
U
To start the block scan, press the machine START
button.
U
U
U
U
To return to the contour, see “Returning to the