8 examination of parts – Flowserve QLQ Vertical Worthington User Manual
Page 47
QLQ, QLQC USER INSTRUCTIONS ENGLISH 87900027 – 06/14
Page 47 of 61
6.8 Examination of parts
Used parts must be inspected before
assembly to ensure the pump will subsequently run
properly. In particular, fault diagnosis is essential to
enhance pump and plant reliability.
Before proceeding with assembly, thoroughly clean
all bolts, nuts, threaded connections and mating
faces. Clean up any burrs with a file or emery cloth.
It should be remembered that when the parts in new
or good condition with metal seats are assembled in
contact with dirt or worn parts, the new parts are very
likely to wear out rapidly.
Cleanliness and proper lubrication are
required to guarantee ease of re-assembly and
proper pump operation.
6.8.1 Maintenance of wear rings
Refer to the dedicated sectional drawing to check if
the wear rings are installed or not.
Check the clearances between static and rotating
parts and compare them with the value stated in
section 6.8.1.3.
When the original clearance has doubled, the new
wear rings should be installed to obtain correct
tolerances.
6.8.1.1 Impeller wear ring
Impeller wear rings are pressed into place and held
by set screws. To remove these rings for replacement
it is necessary to remove the recessed screws and
pry off the rings using wedges of some other suitable
device. Care must be exercised to make sure that the
impeller is not damaged during this operation.
Preferably remove rings by mechanical turning.
To fit new wearing rings, place rings in an industrial
oven and heat to 120°C (250 °F). Slip the heated
rings over the impeller seat and press home,
ensuring they are firmly seated before cooling.
The impeller wear ring bore is relieved at
one edge. Ensure that the ring is installed on the
impeller so that the chamfered edge is sitting against
the impeller.
Do not tighten set screws excessively,
as this will distort the wearing ring. Lock set screws
by prick punching.
6.8.1.2 Casing wear ring
New casing wear rings must be shrunk by freezing
then installed in casing. Chill rings to -20°C (-4 °F).
Fit and secure with a locking pin.
Generally, it's recommended that the rings should be
renewed or overhauled when the original clearance
has doubled. This will be dependent upon the
required pump performance. For operating
clearances at wearing rings see following section
6.8.1.3.
On double ring units, renewal of the clearance can be
accomplished by re-boring the stationary ring to a
slightly larger diameter and replacing the impeller ring
with an oversize ring. The next repair should be made
by turning down the impeller ring and by replacing the
stationary ring with an undersized ring. By alternately
renewing or re-machining the two rings, each ring can
be used two or more times.
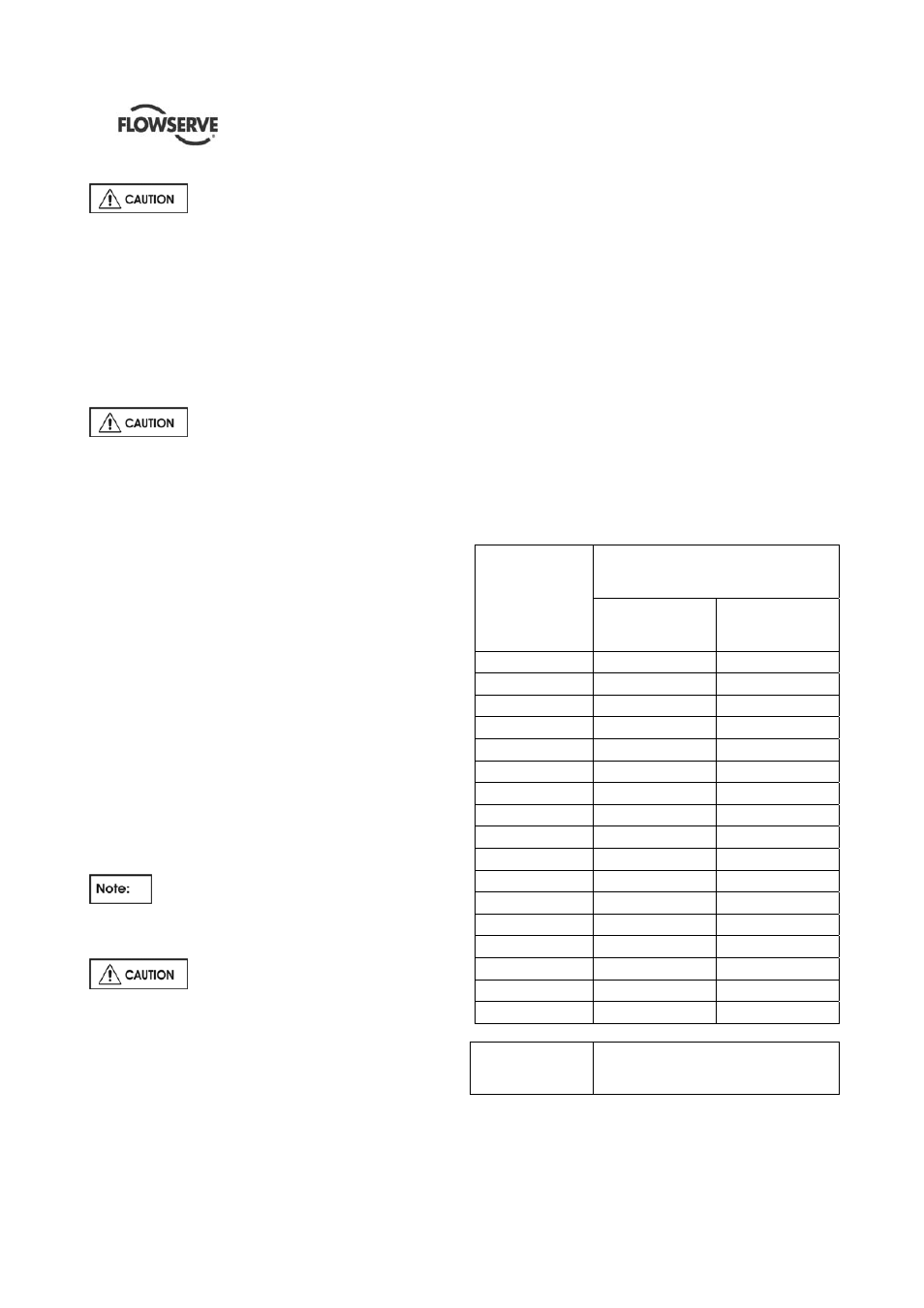
6.8.1.3 Minimum diameter clearances
Wear ring
Nominal
diameter
Minimum diameter clearance
API standard
Wear ring
Cast Iron /
Bronze
12% Cr Steel
316 SS steel
Carbon steel
mm mm mm
76.2 ÷ 88.8
0.36
0.49
88.9 ÷ 126.9
0.40
0.53
127 ÷ 152.3
0.43
0.56
152.4 ÷ 177.7
0.46
0.59
177.8 ÷ 203.1
0.48
0.60
203.2 ÷ 228.5
0.50
0.63
228.6 ÷ 253.9
0.53
0.66
254 ÷ 279.3
0.56
0.69
279.4 ÷ 304.7
0.59
0.72
304.8 ÷ 330.1
0.61
0.74
330.2 ÷ 355.5
0.64
0.77
355.6 ÷ 380.9
0.66
0.79
381 ÷ 406.3
0.69
0.82
406.4 ÷ 431.7
0.71
0.84
431.8 ÷ 457.1
0.74
0.87
457.2 ÷ 482.5
0.76
0.89
Wear ring
Nominal
diameter
Minimum diameter clearance
API standard
Wear ring