Flowserve APKD User Manual
Page 41
APKD DOUBLE-CASE, DOUBLE-SUCTION USER INSTRUCTIONS 26999903 07-13
Page 41 of 55
flowserve.com
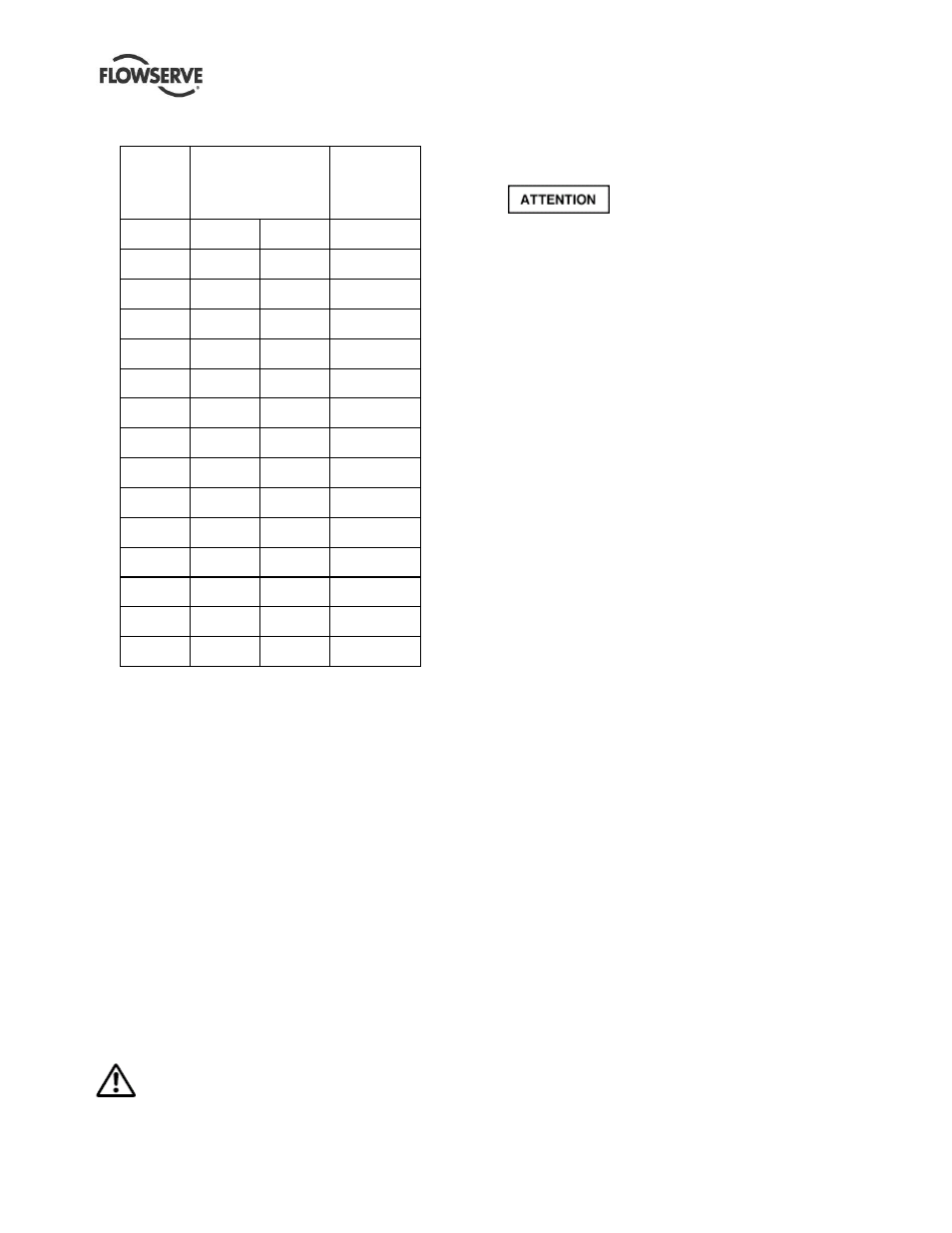
6.9.2.1 Shaft/bearing
clearance
Shaft
Size
mm
(in.)
Shaft
Diameter/Tolerance
Min Dia- Max Dia
mm
(in.)
Bearing
Clearance
(Max/Min)
mm
(in.)
25.40
(1.000)
25.35
(0.998)
25.40
(1.000)
0.28/0.13
(0.011/0.005)
31.75
(1.250)
31.70
(1.248)
31.75
(1.250)
0.35/0.15
(0.012/0.006)
38.10
(1.500)
38.05
(1.498)
38.10
(1.500)
0.33/0.18
(0.013/0.007)
42.86
(1.690)
42.81
(1.685)
42.86
(1.687)
0.36/0.18
(0.014/0.007)
49.21
(1.940)
49.16
(1.935)
49.21
(1.937)
0.38/0.23
(0.015/0.008)
55.56
(2.190)
55.51
(2.185)
55.56
(2.187)
0.41/0.23
(0.016/0.009)
61.91
(2.440)
61.86
(2.435)
61.91
(2.437)
0.41/0.23
(0.016/0.009)
68.26
(2.690)
68.21
(2.685)
68.26
(2.687)
0.43/0.23
(0.017/0.009)
74.61
(2.940)
74.56
(2.935)
74.61
(2.937)
0.43/0.23
(0.017/0.009)
82.55
(3.250)
82.47
(3.247)
82.55
(3.250)
0.46/0.25
(0.018/0.010)
88.90
(3.500)
88.82
(3.497)
88.90
(3.500)
0.48/0.28
(0.019/0.011)
95.25
(3.750)
95.17
(3.747)
95.25
(3.750)
0.53/0.35
(0.021/0.012)
101.60
(4.000)
101.58
(3.997)
101.60
(4.000)
0.56/0.33
(0.022/0.013)
114.30
(4.500)
114.22
(4.497)
114.30
(4.500)
0.58/0.35
(0.023/0.014)
127.00
(5.000)
126.92
(4.997)
127.00
(5.000)
0.61/0.38
(0.024/0.015)
Bronze, epoxy, carbon and hard-backed rubber
bearings are pressed into their respective bores.
They can either be pressed out or machined on the
inside diameter until the wall is thin enough to
collapse.
Some rubber bearings are the snap-in or glue-in
type. These can be removed by prying inward on the
outside of the bearing to collapse it.
If the bearing bore of the housing is heavily scarred
or corroded, the part should be replaced or reworked
to provide a true bore for the bearing.
Replacement bearings are designed to be pressed
into housings so bores will shrink to "as new"
tolerances. Measure the bore of bearings after
pressing and ream as necessary to assure "as new"
tolerances.
6.9.3
Inspection of bowl assembly
When repairing a bowl assembly that has
been in service for several years, the physical
condition or strength of all parts such as cap
screws, bowls and bowl threads must be carefully
checked.
When attempting to rework any
part, extreme care must be taken to maintain
alignment of mating parts and ensure “as new”
tolerances.
The inspection, disassembly of bowl assembly
requires expertise and tools to perform the job
correctly. It is recommended to seek the services
of Flowserve trained technicians to inspect and
repair bowl assemblies.
6.9.3.1
Inspection of enclosed impellers
a) Clear all passageways and check for signs of
damage from abrasion or corrosion. Replace
an impeller that shows signs of excessive
wear.
b) Check impeller running clearances against “as
new” tolerances listed in the section 6.8.4. If
the clearances exceed the maximum
tolerances shown by more than 50%, the new
wear rings should be installed to obtain correct
tolerances.
c) If the original unit was furnished with bowl and
impeller wear rings, they may be pressed or
machined off.
Please note that certain repairs may require special
skills and it is recommended to contact Flowserve
authorized service center before attempting any
such repairs.
See wear ring tolerance chart in section 6.8.4.
If the impeller has a balance ring on the topside
(side opposite pumping vanes) running clearances
must be checked.
Please see section 6.9.4 for wearing ring tolerance
chart for enclosed impellers.