Yx z cc – HEIDENHAIN TNC 360 User Manual User Manual
Page 115
5-31
TNC 360
5
Programming Tool Movements
5.5
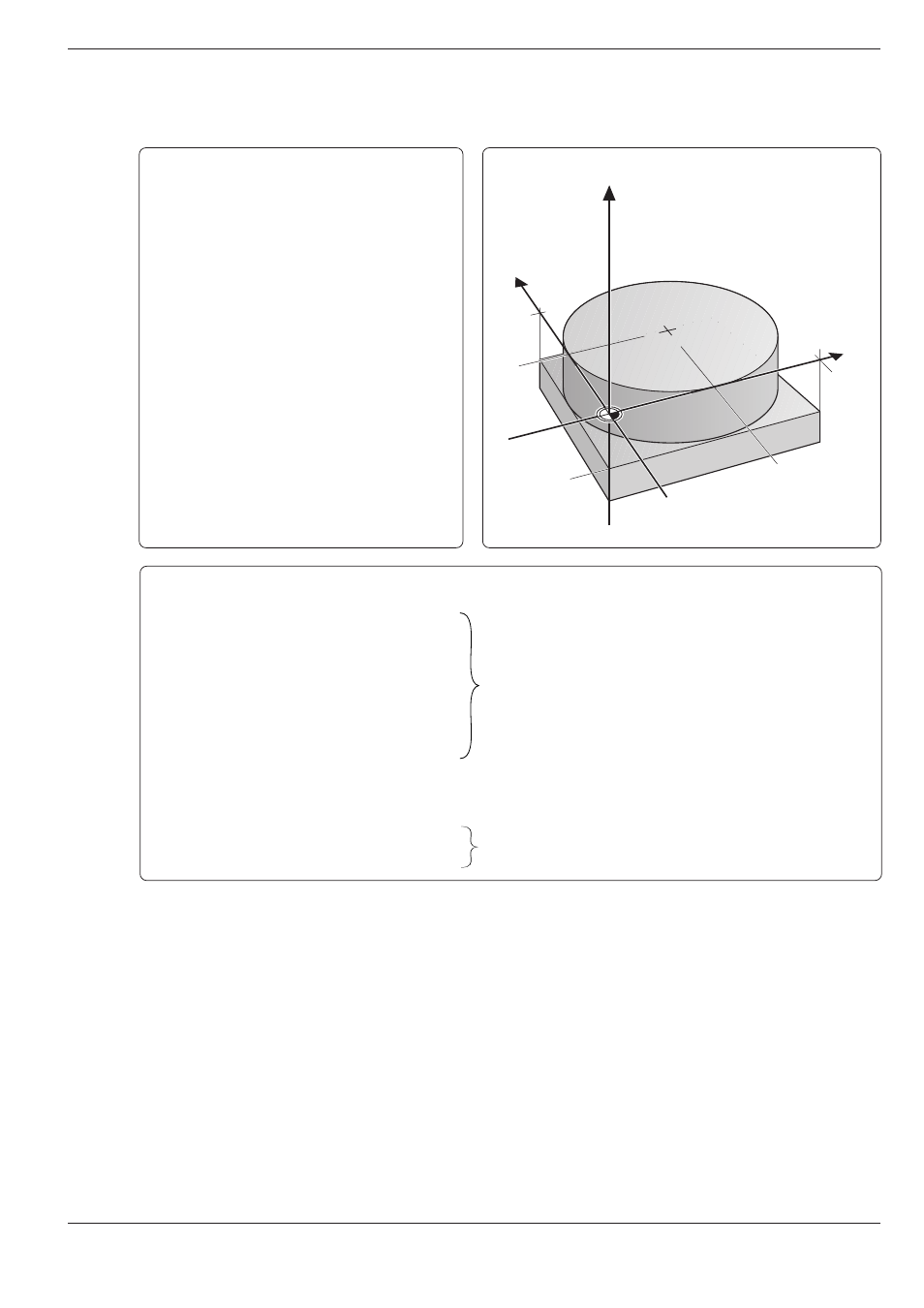
Path Contours – Polar Coordinates
Example exercise: Milling a full circle
Circle radius:
50 mm
Circle center
coordinates:
X
= 50 mm
Y
= 50 mm
Milling depth:
Z
= – 5 mm
Tool radius:
R
= 15 mm
Part program
0
BEGIN PGM 360531 MM
1
BLK FORM 0.1 Z X+0 Y+0 Z–20
2
BLK FORM 0.2 X+100 Y+100 Z+0
3
TOOL DEF 1 L+0 R+15
4
TOOL CALL 1 Z S1000
5
CC X+50 Y+50
6
L Z+100 R0 FMAX M6
7
LP PR+70 PA+280 FMAX
8
L Z–5 FMAX M3
9
LP PR+50 PA–90 RL F100
10
RND R10 ............................................................. Smooth approach
11
CP PA+270 DR– ................................................. Circle to end point PA = 270°, negative direction of rotation
12
RND R10 ............................................................. Smooth departure
13
LP PR+70 PA–110 R0 FMAX
14
L Z+100 FMAX M2
15
END PGM 360531 MM
–5
100
100
50
50
Y
X
Z
CC
General data and first contour point
Retract tool and end program