Tool radius compensation – HEIDENHAIN TNC 360 User Manual User Manual
Page 77
Advertising
TNC 360
4-12
4
Programming
.
.
.
4.3
Tool Compensation Values
ENT
R
R
START
Y
X
Y
X
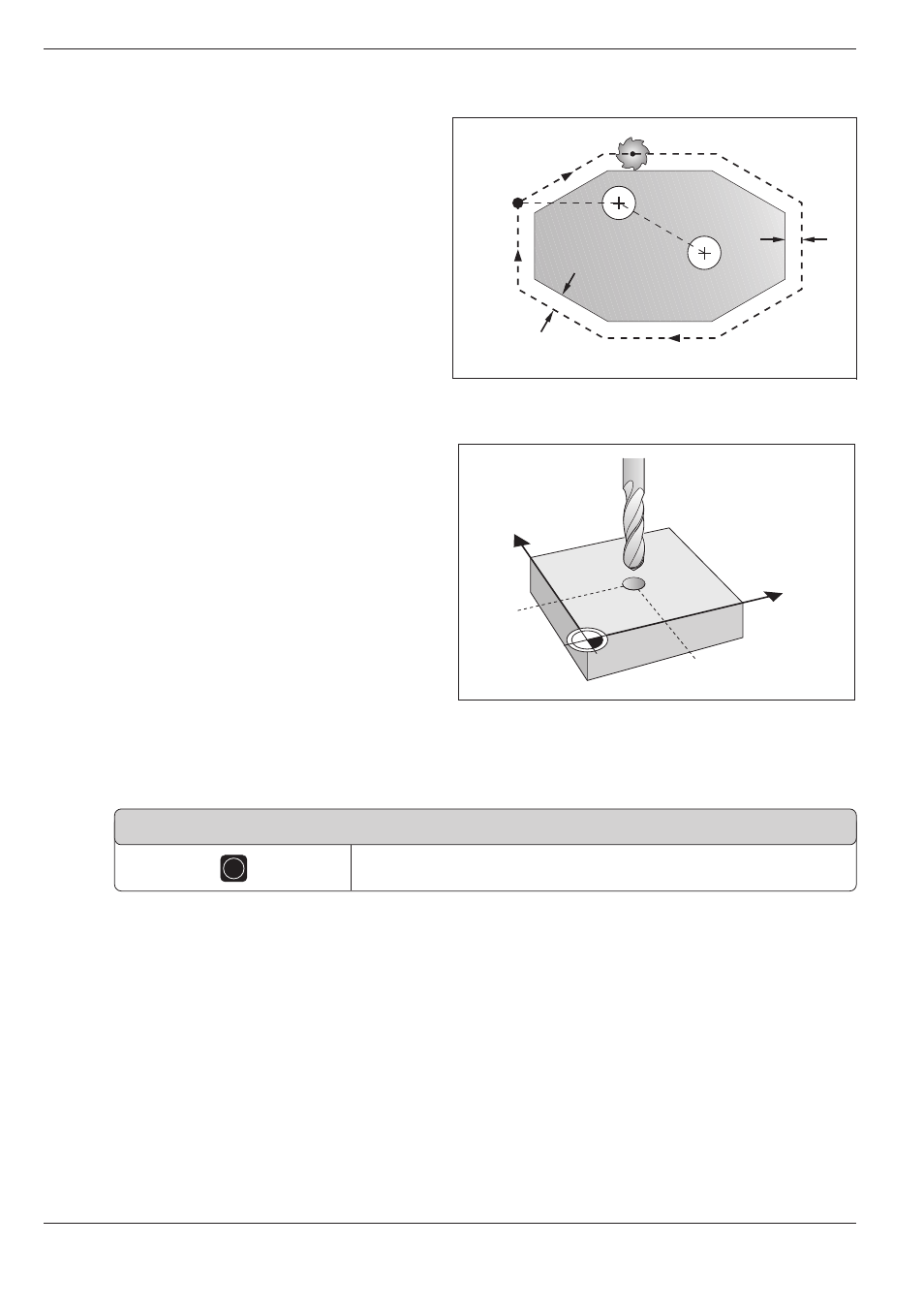
Fig. 4.5:
Programmed contour (–, +) and the path of the tool
center (- - -)
Fig. 4.6:
These drilling positions are entered without radius
compensation
Tool radius compensation
Tool traverse can be programmed:
• Without radius compensation: R0
• With radius compensation: RL or RR
• As single-axis movements with R+ or R–
Traverse without radius compensation: R0
The tool center moves to the programmed coordi-
nates.
Applications:
• Drilling and boring
• Pre-positioning
To position without radius compensation:
TOOL RADIUS COMP.: RL/RR/NO COMP.?
Select tool movement without radius compensation.
Advertising