HEIDENHAIN MANUALplus 4110 Pilot User Manual
Page 107
107
Dr
illing and milling pat
te
rn
s
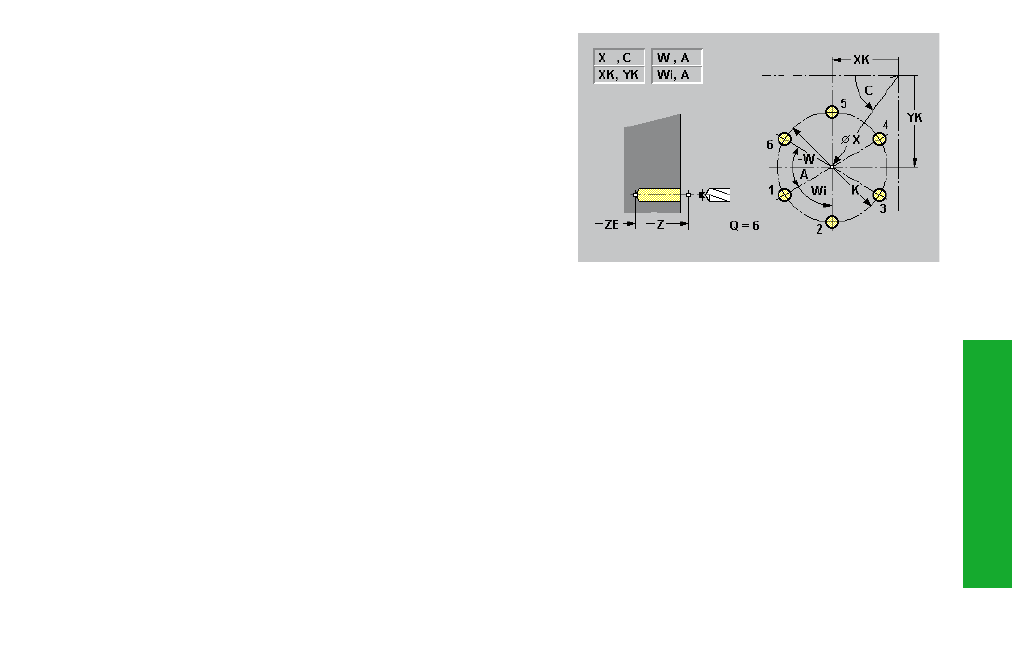
Circular pattern on end face G745
With Cycle G745, you can machine drilling or milling patterns in which
the bore holes are arranged at a regular spacing on a circular arc on
the end face. If you do not enter “ZE“, the drilling/milling cycle or
figure description from the next NC block is used – drilling cycle G71,
G74, G36 or figure G304, G305, G307 (milling).
Parameters
XK, YK:
Midpoint of pattern (Cartesian coordinates)
Z, ZE:
Start point/final point for drilling and milling
X, C:
Diameter, angle – midpoint pattern (polar coordinates)
K:
Pattern diameter – default: the current X position is transferred
A, W:
Starting/final angle – position of first/last hole/figure
Wi:
Final angle – distance to next position
Q:
Number of bore holes or figures – default: 1
V:
Direction of rotation (input is necessary only if W is defined) –
default: 0
Location of the holes/figures:
• V=0: On the longer arc
• V=1: Clockwise, starting at A
• V=2: Counterclockwise, starting at A