HEIDENHAIN MANUALplus 4110 Pilot User Manual
Page 32
32
Dr
illing and bor
ing cy
cles
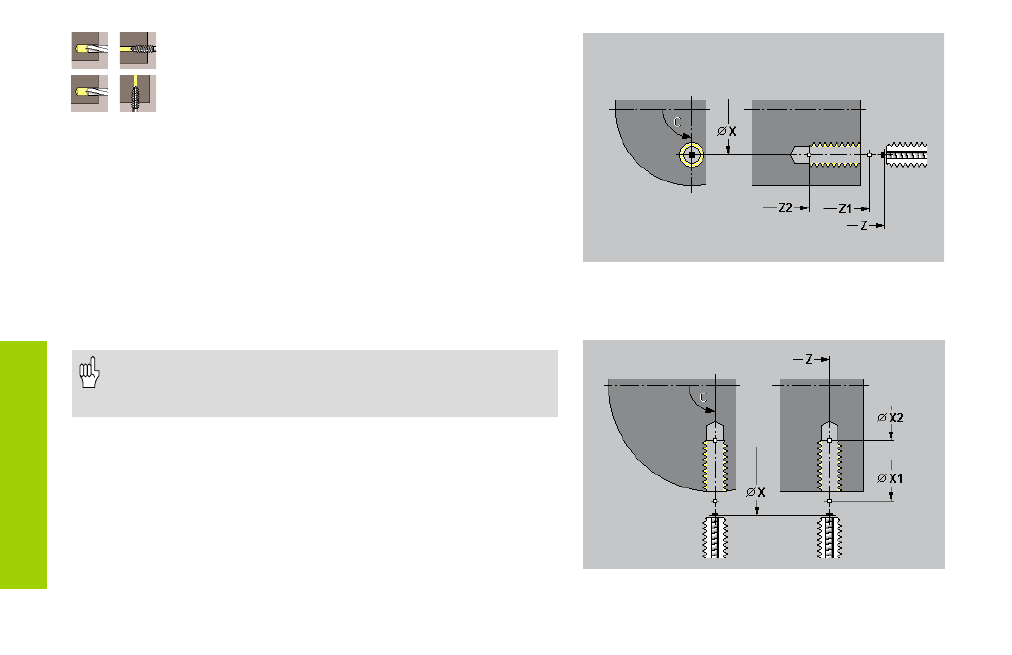
Tapping axial
Tapping radial
With this cycle, you can tap a thread into a bore hole on the end face/
lateral surface of a workpiece. The tapping tool requires a certain
overrun at the start of thread which is defined in the parameter “slop.
length B“ to reach the programmed spindle speed and feed rate.
Information on the cycle parameters:
C:
Spindle angle (C-axis position) – default: current spindle position
F1:
Thread pitch (is evaluated for the feed rate) – default: thread pitch of
the tool
B:
Run-in length
Default: 2 * thread pitch F1
SR:
Return speed – Default: same spindle speed as for tapping
MANUALplus uses the tool parameter “driven tool” to deter-
mine whether the programmed spindle speed and feed rate
apply to the spindle or the driven tool.
Tapping axial
Tapping radial