HEIDENHAIN MANUALplus 4110 Pilot User Manual
Page 60
60
Oversizes
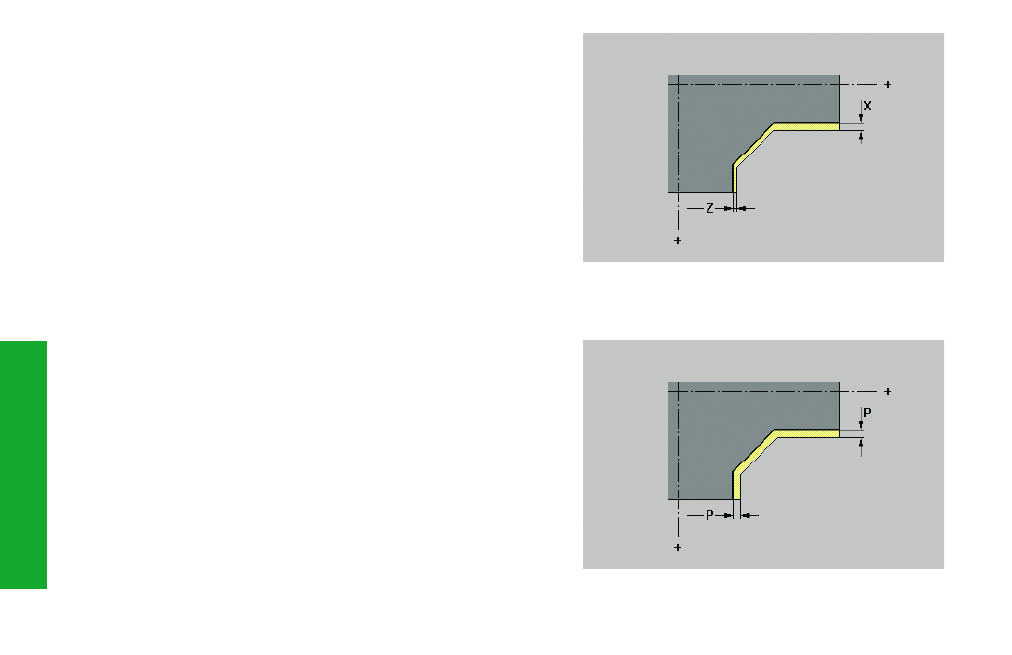
Axis-parallel (paraxial) oversize G57
G57 defines different oversizes for X and Z. G57 must be programmed
before the cycle in which the oversize is to be taken into consideration.
The following cycles take the oversizes into consideration:
• Roughing cycles: G81, G817, G818, G819, G82, G827, G828, G829, G83
• Recess and recess-turning cycles: G81x, G82x, G86x
Cycles G81, G82 and G83 do not delete the oversizes after cycle
completion. For the other cycles, the oversizes are not valid after cycle
completion.
Parameters
X / Z:
Oversize in X / Z (X as diameter)
Contour-parallel oversize (equidistant) G58
G58 defines a contour-parallel oversize. G58 must be programmed
before the cycle in which the oversize is to be taken into considera-
tion. A negative oversize is permitted with Cycle G89.
The following cycles take the oversize into consideration:
• Roughing cycles: G817, G818, G819, G827, G828, G829, G83
• Recess and recess-turning cycles: G81x, G82x, G86x
Cycle G83 does not delete the oversizes after cycle completion.
Parameters
P:
Oversize