HEIDENHAIN MANUALplus 4110 Pilot User Manual
Page 67
67
Clearance cycle group
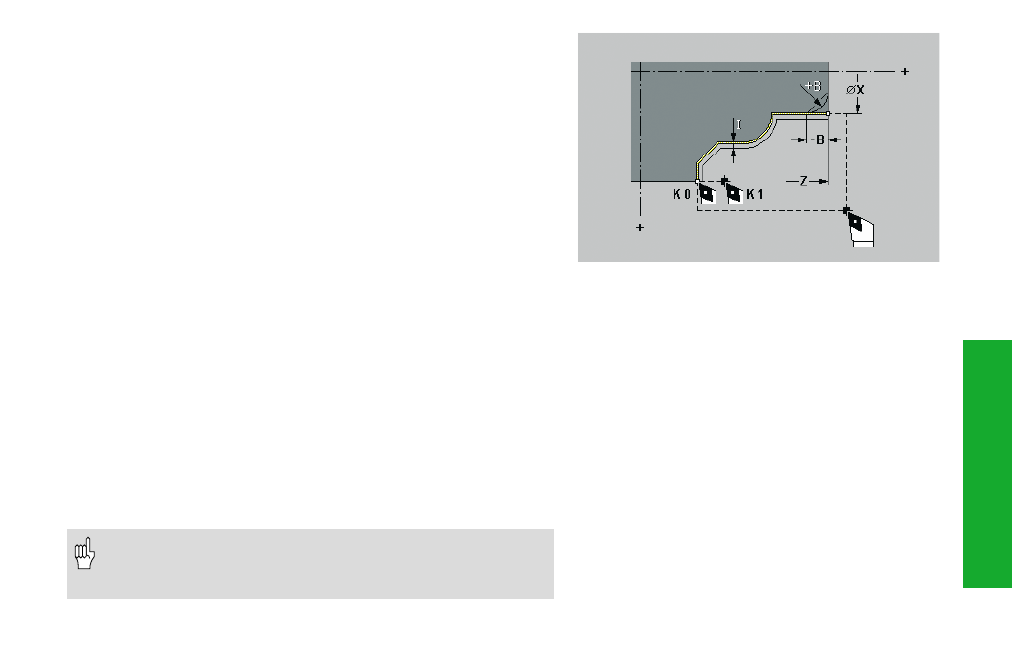
Contour finishing cycle G89
G89 finishes the contour area described in the blocks following the
cycle call.
With TRC: G41/G42 in the block after G89 switches TRC on and defines
whether the tool moves to the left or the right of the contour (with regard
to the direction of the contour).
• G41: To the right of the contour
• G42: To the left of the contour
TRC is automatically disabled at the end of cycle.
Without TRC: Do not define G41/G42 in the block after G89.
Parameters
B:
Chamfer/rounding (at the beginning of a contour section)
• B>0: Rounding radius
•
B<0: Chamfer width
I:
(Equidistant) oversize – A negative value for the oversize is
permissible.
K:
Lift at cycle end – Retraction mode at the end of cycle
• No entry: Return to start point
• K=0: Tool remains at cycle end position
• K>0: Tool retracts by K
J:
Element position (when the contour section begins with a
chamfer/rounding) – default: 1; Reference element:
• J = 1:
Transverse element in +X direction
• J=–1:
Transverse element in –X direction
• J = 2:
Longitudinal element in +Z direction
• J=–2:
Longitudinal element in –Z direction
Oversizes: A G58 oversize is taken into consideration if I is not
given in the cycle. The oversizes are deleted after cycle
completion.