HEIDENHAIN MANUALplus 4110 Pilot User Manual
Page 41
41
Dr
illing and milling pat
te
rn
s
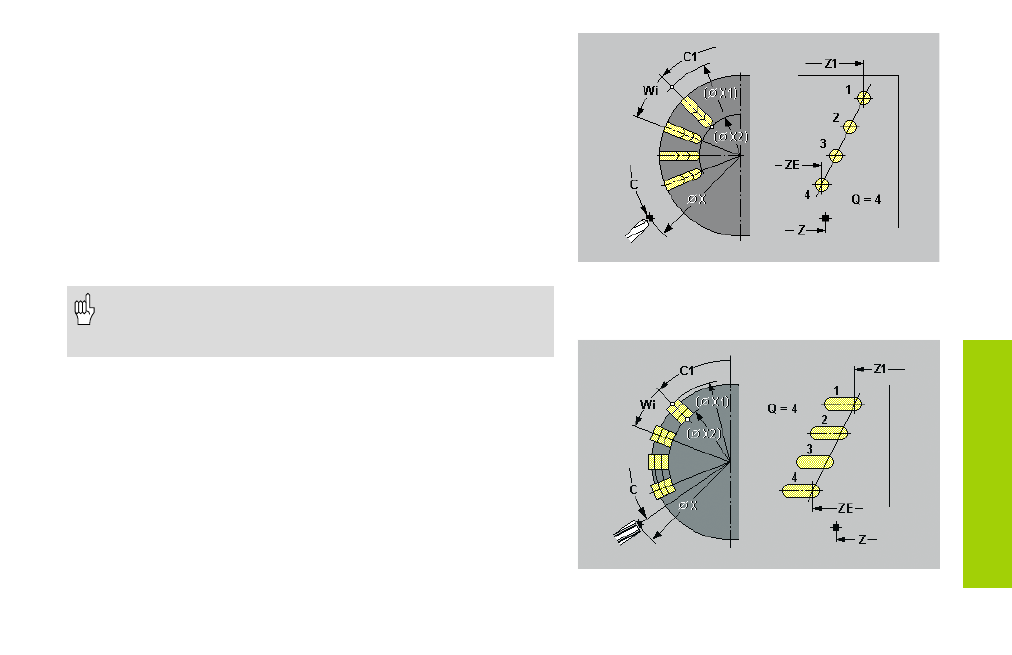
Pattern linear radial
The function “Pattern linear radial“ can be activated in drilling cycles
(drilling, pecking, tapping) and milling cycles (groove, ICP contour) to
machine a hole or milling pattern arranged at regular spacing in a straight
line on the cyclindrical surface.
Information on the cycle parameters:
C:
Spindle angle – default: current spindle position
Z1, C1:
Start point pattern – default: “start point Z“ is used as the
starting point for the pattern
ZE:
End point pattern – default: Z1 is used as the end point
Wi:
Angle increment (pattern distance) – default: The holes/millings
are arranged on the cylindrical surface at regular spacing
ICP milling contours: When the contour start point is not the
coordinate system origin, the distance “contour start point –
coordinate system origin“ is added to the pattern position.