HEIDENHAIN MANUALplus 4110 Pilot User Manual
Page 93
93
End-f
ace mac
hining
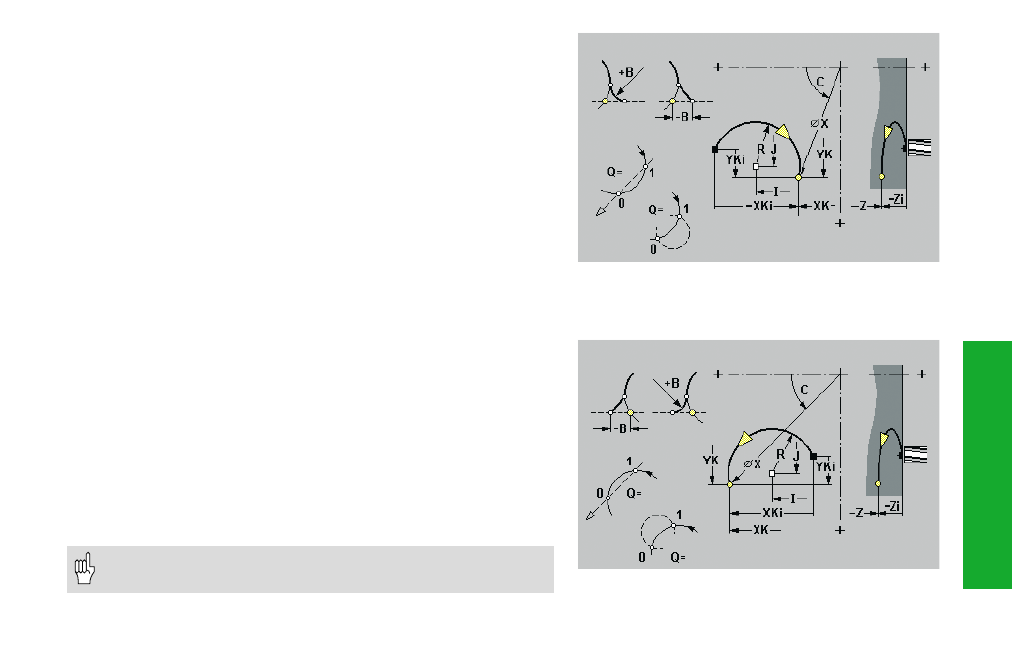
End-face circular arc cycle G102/G103
Geometry: G102/G103 defines a circular arc on an end-face contour.
Parameters
X:
Target point (X as diameter value)
C:
Target angle – angle direction: see support graphics
XK, YK:
Target point (Cartesian coordinates)
R:
Radius
I, J:
Center point (in Cartesian coordinates)
Q:
Point of intersection – default: Q=0
• Q=0: Near point of intersection
• Q=1: Remote point of intersection
B:
Chamfer/rounding
• B left undefined: Tangential transition
• B=0: Non-tangential transition
• B>0: Rounding radius
• B<0: Chamfer width
Machining: The tool moves at the feed rate along a linear path to the
target point.
Parameters
X:
Target point (X as diameter value)
C:
Target angle – angle direction: see support graphics
XK, YK:
Target point (Cartesian coordinates)
R:
Radius
I, J:
Center point (Cartesian coordinates)
Z:
Target point (infeed)
Target point in the coordinate origin: program XK=0, YK=0