HEIDENHAIN MANUALplus 4110 Pilot User Manual
Page 85
83
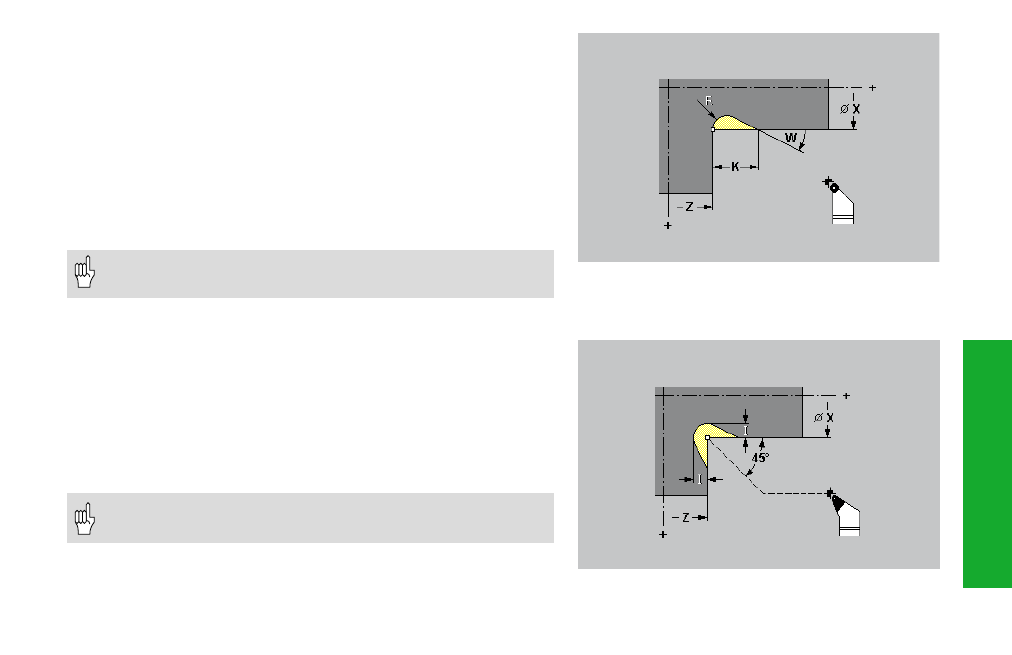
Undercut Form H G857
G857 machines a “Form H“ undercut. If you do not enter W, it will be
calculated on the basis of K and R. The final point of the undercut is then
located at the corner point of the contour.
Tool position at end of cycle: cycle starting point
Parameters
X, Z:
Corner point of the contour (X as diameter)
K:
Undercut length
R:
Undercut radius – default: no circular element
W:
Plunge angle – default: W is calculated
• Cutter radius compensation: is carried out
• Oversizes: are not considered
Undercut Form K G858
G858 machines a “Form K“ undercut. A linear cut is made at an angle of
45°.
Tool position at end of cycle: cycle starting point
Parameters
X, Z:
Corner point of the contour (X as diameter)
I:
Undercut depth
• Cutter radius compensation: is not carried out
• Oversizes: are not considered
Undercut cycles