HEIDENHAIN MANUALplus 4110 Pilot User Manual
Page 65
65
Clearance cycle group
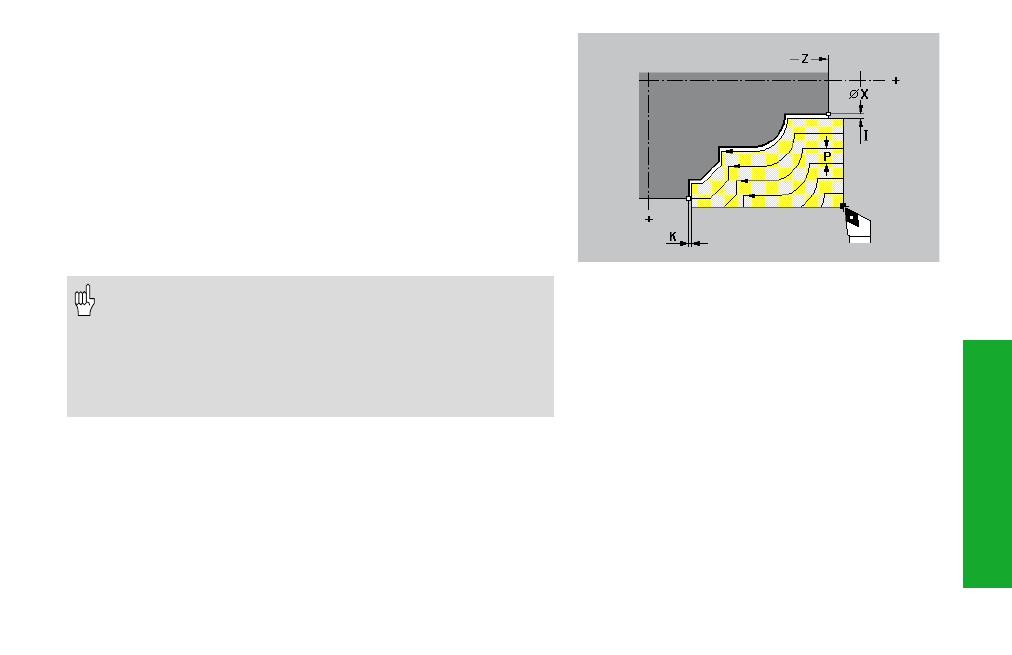
Contour-parallel roughing G836
G836 machines (roughs) workpiece sections parallel to the contour. “X,
Z“ define the contour start point, the subsequent blocks describe the
contour area. G80 ends the contour description.
Tool position at end of cycle: cycle starting point.
Parameters
X, Z:
Start point (X as diameter)
P:
Maximum approach – Maximum infeed distance
I/K:
Oversizes – default: 0
Q:
Longitudinal or transverse machining – default: 0
• 0: Longitudinal machining
• 1: Transverse machining
• Cutter radius compensation: is carried out
• Oversizes: G57/G58 oversizes are taken into consideration
if I and K are not given in the cycle. The oversizes are
deleted upon cycle completion.
• In the parameter “Active Parameters – Machining – Safety
distances“, you can change the safety distance which is
taken into account after each pass.