HEIDENHAIN MANUALplus 4110 Pilot User Manual
Page 58
58
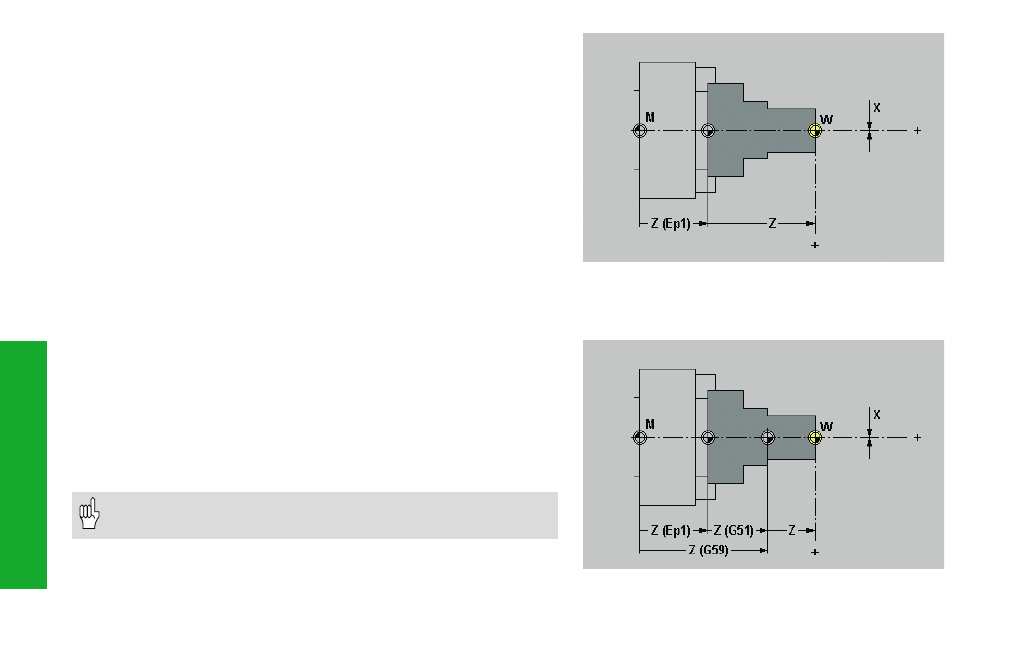
Zero point displacement G51
G51 displaces the workpiece datum by “Z“ (or “X“). The displacement is
referenced to the workpiece datum (setup operation: “Setting axis
values“).
Even if you shift the datum several times with G51, the displacement is
always referenced to the workpiece datum from the setup mode.
A workpiece datum defined with G51 remains in effect up to the end of
program or until it is canceled by another zero point displacement.
Parameters
X, Z:
Displacement (X as diameter)
Additive zero point displacement G56
G56 displaces the workpiece datum by “Z“ (or “X“). The displacement is
referenced to the currently active workpiece datum.
If you shift the workpiece datum several times with G56, the displace-
ment is added to the currently active datum.
Parameters
X, Z:
Displacement (X as diameter)
G51 and G59 each cancel additive zero point displacements.
Zero point displacement