HEIDENHAIN MANUALplus 4110 Pilot User Manual
Page 40
40
Dr
illing and milling pat
te
rn
s
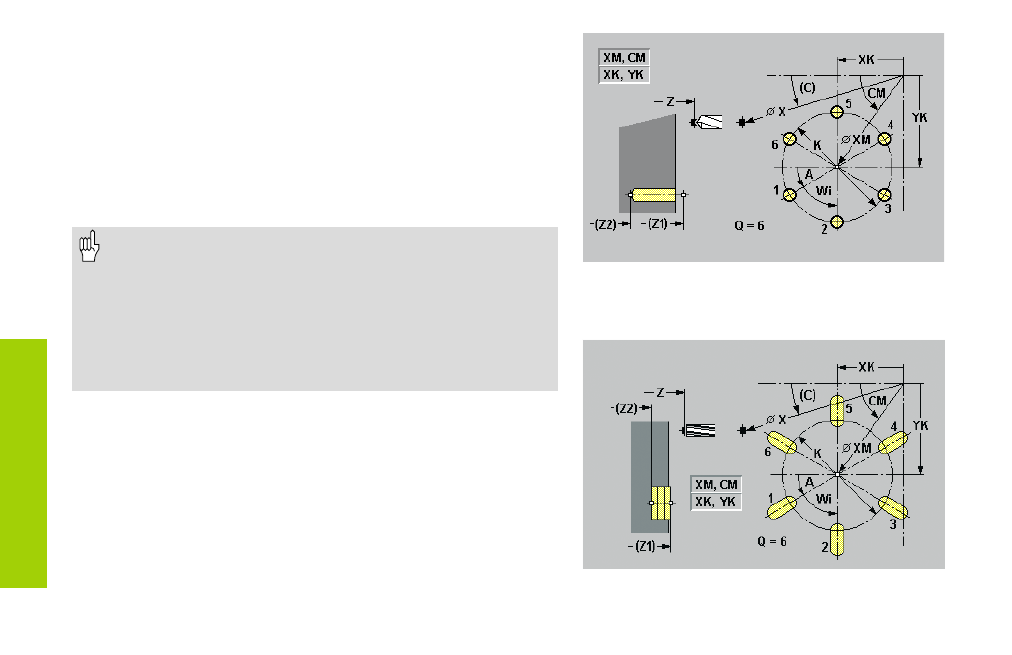
Pattern circular axial
The function “Pattern circular axial“ can be activated in drilling cycles
(drilling, pecking, tapping) and milling cycles (groove, ICP contour) to
machine a hole or milling pattern arranged at regular spacing on a
circle or circular arc on the end face.
You describe the center point of the circular arc and the individual pattern
positions with the following parameter combinations:
• XM, CM
• XK, YK
• Hole pattern: MANUALplus generates the commands M12
and M13 (tighten/release shoe brake) under the following
conditions: the drilling/pecking tool must be “driven“ (Param-
eter “Tool driven H“) and the “Turning direction MD“ must be
defined.
• ICP milling contours: When the contour start point is not the
coordinate system origin, the distance “contour start point –
coordinate system origin“ is added to the pattern position.