1 0 pr eassigned q par amet ers – HEIDENHAIN iTNC 530 (60642x-04) ISO programming User Manual
Page 323
Advertising
HEIDENHAIN iTNC 530
323
9.1
0 Pr
eassigned Q par
amet
ers
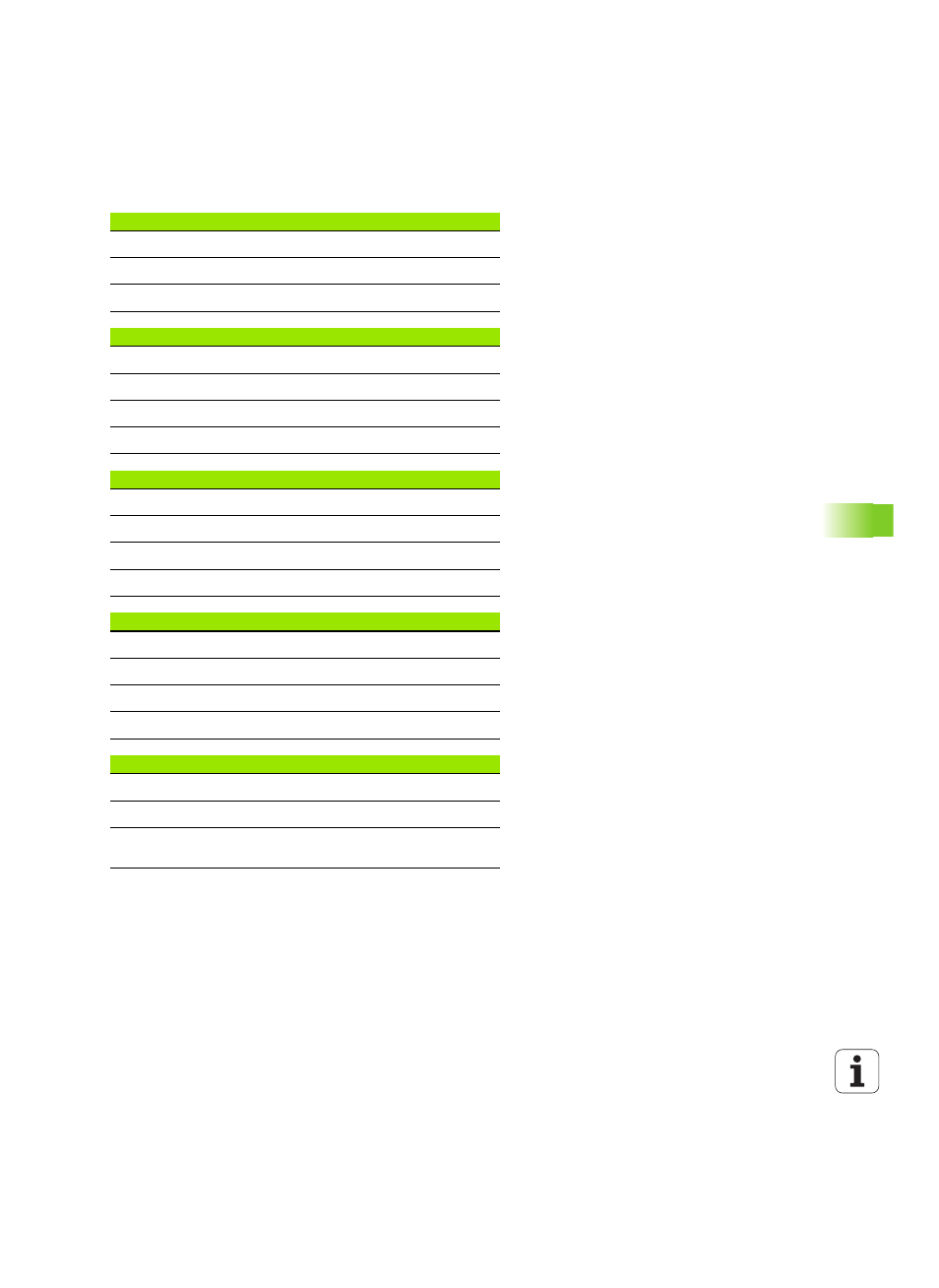
Workpiece status
Parameter value
Good
Q180
Rework
Q181
Scrap
Q182
Measured deviation with Cycle 440
Parameter value
in X axis
Q185
Y axis
Q186
Z axis
Q187
Marker for cycles
Q188
Tool measurement with the BLUM laser
Parameter value
Reserved
Q190
Reserved
Q191
Reserved
Q192
Reserved
Q193
Reserved for internal use
Parameter value
Marker for cycles
Q195
Marker for cycles
Q196
Marker for cycles (machining patterns)
Q197
Number of the last active measuring cycle
Q198
Status of tool measurement with TT
Parameter value
Tool within tolerance
Q199 = 0.0
Tool is worn (LTOL/RTOL is exceeded)
Q199 = 1.0
Tool is broken (LBREAK/RBREAK is
exceeded)
Q199 = 2.0
Advertising