Performance and process data -13, Performance and process data – Hypertherm HT4400 HySpeed Plasma Arc Cutting System User Manual
Page 72
OPERATION
HT4400
Instruction Manual
4-13
2
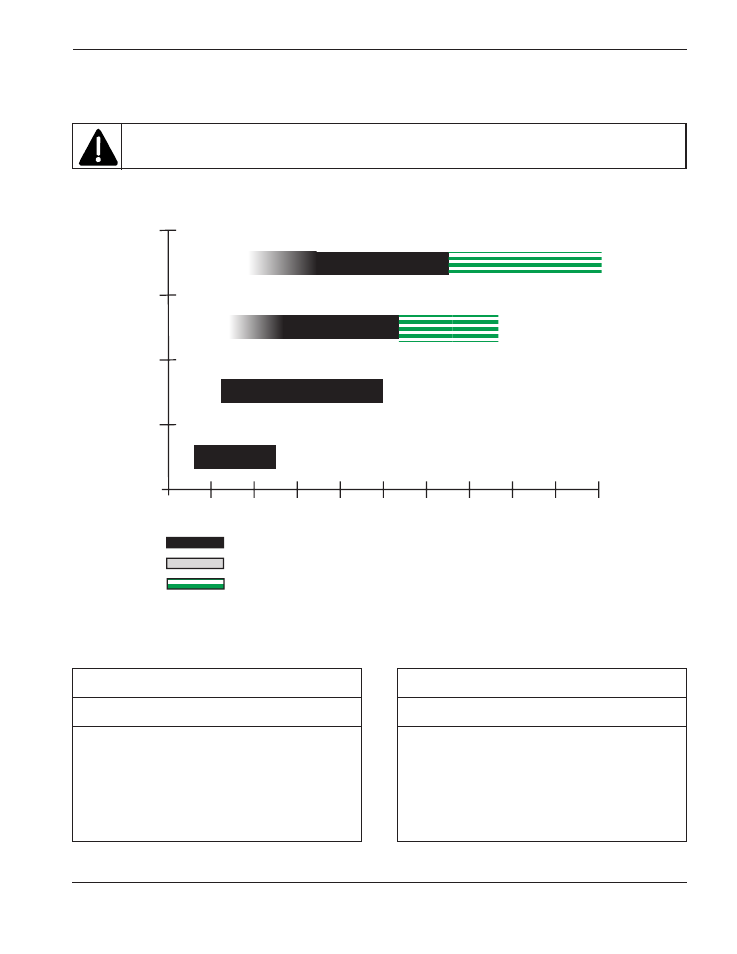
Performance and Process Data
Before cutting, check all settings and adjustments and check for damaged torch parts and
worn consumable parts.
100A
200A
300A
400A
0
0.2
5.1
0.4
10.2
0.6
15.2
0.8
20.3
1.2
30.5
1.4
35.6
1.6
40.6
1.8
45.7
1.0
25.4
2.0
50.8
Thickness
(inches/
mm)
Performance Summary for Cutting Mild Steel with Oxygen Plasma
Good cut quality (virtually dross free, may result in increased cut angle)
Best cut quality (virtually dross free, least cut angularity)
Requires edge start
Results will vary based on machine motion performance and material characteristics.
Approximate Pressures During Cutting
Process
PG1
PG2
100A O
2
/Air
76
17
200A O
2
/Air
56
32
300A O
2
/Air
72
35
400A O
2
/Air
75
38
200A N
2
/O
2
-N
2
49
36
400A N
2
/N
2
58
30
Kerf Width O
2
/Air Processes
Thickness
100A
200A
300A
400A
3/16"
.055
1/4"
.065
.095
3/8"
.072
.110
.105
.130
1/2"
.120
.120
.135
3/4"
.125
.130
.150
1"
.140
.165