Mild steel, English, Metric – Hypertherm HT4400 HySpeed Plasma Arc Cutting System User Manual
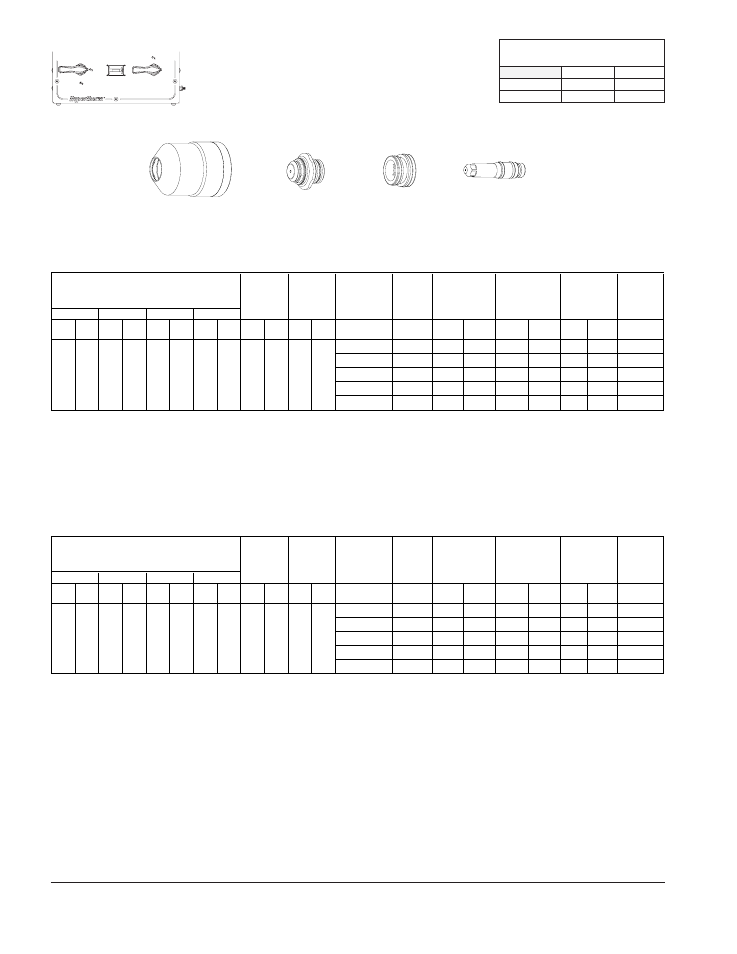
Page 77: Plasma / air shield 100 amps
4-18
HT4400
Instruction Manual
2
Mild Steel
O
2
Plasma / Air Shield
100 Amps
Air
Flow Rates @ 120 psi / 8.3 bar
(scfh / slh)
Air
O
2
Preflow
164.2 / 4620
0 / 0
Cutflow
97.2 / 2748
48 / 1356
120786
Retaining Cap
120777
Nozzle
120783
Swirl Ring
120785
Electrode
Minimum inlet pressures remain at one setting of 120 psi (8.3 bar) for all material thicknesses.
Approximate pressures while cutting in RUN mode:
PG1
76
PG2
17
MV1 MV2 MV3 MV4 MV5
MV6 MV7 PG1 PG2 PG1 PG2
Inches
Volts
in.
mm
ipm
mm/m
in.
mm
seconds
1/8
125
.094
2
240
6100
.188
5
0.3
3/16
125
.125
3
180
4570
.250
6
0.5
1/4
130
.125
3
120
3050
.250
6
0.7
3/8
135
.157
4
85
2160
.314
8
0.9
1/2
135
.157
4
60
1520
.314
8
1.5
17
35
31
23
36
17
25
35
0
0
0
Initial Pierce
Height
Pierce
Delay
Time
Plasma
Shield
Plasma
Shield
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
English
Test Preflow and Cutflow Adjust (psi)
Test
Preflow
Verify (psi)
Test
Cutflow
Verify (psi)
MV1 MV2 MV3 MV4 MV5
MV6 MV7 PG1 PG2 PG1 PG2
mm
Volts
mm
in.
mm/m
ipm
mm
in.
seconds
3
125
2
.094
6462
255
5
.188
0.3
5
125
3
.125
4355
172
6
.250
0.5
6
130
3
.125
3226
127
6
.250
0.7
10
135
4
.157
2056
81
8
.314
0.9
12
135
4
.157
1613
64
8
.314
1.5
31
23
35
17
36
17
25
35
0
0
0
Initial Pierce
Height
Pierce
Delay
Time
Plasma
Shield
Plasma
Shield
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Metric
Test Preflow and Cutflow Adjust (psi)
Test
Preflow
Verify (psi)
Test
Cutflow
Verify (psi)