Aluminum, English, Metric – Hypertherm HT4400 HySpeed Plasma Arc Cutting System User Manual
Page 80: Plasma / n, Shield 400 amps
HT4400
Instruction Manual
4-21
2
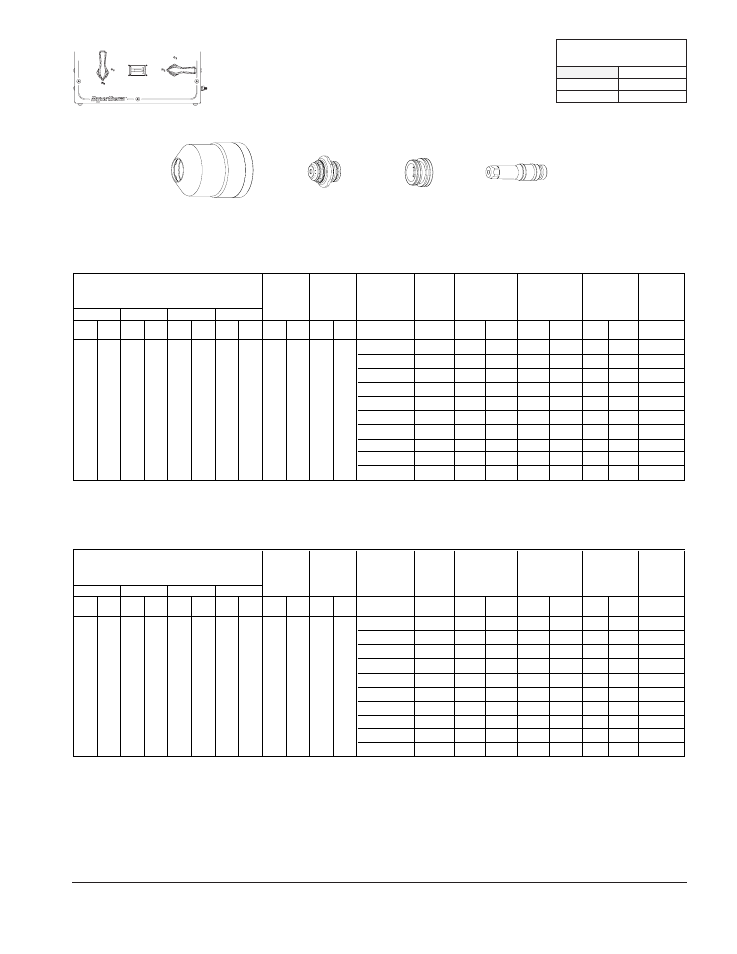
Aluminum
N
2
Plasma / N
2
Shield
400 Amps
120786
Retaining Cap
120856
Nozzle
120853
Swirl Ring
120855
Electrode
*
Piercing not recommended
Minimum inlet pressures remain at one setting of 120 psi (8.3 bar) for all material thicknesses.
Approximate pressures while cutting in RUN mode:
PG1
58
PG2
30
Flow Rates @ 120 psi / 8.3 bar
(scfh / slh)
N
2
Preflow
223.1 / 6318
Cutflow
226.5 / 6414
MV1 MV2 MV3 MV4 MV5
MV6 MV7 PG1 PG2 PG1 PG2
Inches
Volts
in.
mm
ipm
mm/m
in.
mm
seconds
1/4
135
.125
3
220
5588
.250
6
0.3
3/8
140
.125
3
195
4953
.250
6
0.5
1/2
145
.157
4
150
3810
.314
8
0.7
5/8
150
.157
4
105
2667
.314
8
1
3/4
155
.188
5
80
2032
.375
10
1.5
7/8
160
.188
5
65
1651
.375
10
2
1
165
.188
5
50
1270
.375
10
2.5
1-1/4
170
.250
6
40
1016
*
*
*
1-1/2
180
.250
6
30
762
*
*
*
2
185
.250
6
15
381
*
*
*
34
36
49
30
0
0
0
63
45
36
41
Initial Pierce
Height
Pierce
Delay
Time
Plasma
Shield
Plasma
Shield
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
English
Test Preflow and Cutflow Adjust (psi)
Test
Preflow
Verify (psi)
Test
Cutflow
Verify (psi)
MV1 MV2 MV3 MV4 MV5
MV6 MV7 PG1 PG2 PG1 PG2
mm
Volts
mm
in.
mm/m
ipm
mm
in.
seconds
6
135
3
.125
5914
233
6
.250
0.3
10
140
3
.125
4718
186
6
.250
0.5
12
145
4
.157
4032
159
8
.314
0.7
15
150
4
.157
2968
117
8
.314
1
20
155
5
.188
1935
76
10
.375
1.5
22
160
5
.188
1668
66
10
.375
2
25
165
5
.188
1290
51
10
.375
2.5
30
170
6
.250
1085
43
*
*
*
40
180
6
.250
709
28
*
*
*
50
185
6
.250
405
16
*
*
*
34
36
49
30
0
0
0
63
45
36
41
Initial Pierce
Height
Pierce
Delay
Time
Plasma
Shield
Plasma
Shield
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Metric
Test Preflow and Cutflow Adjust (psi)
Test
Preflow
Verify (psi)
Test
Cutflow
Verify (psi)