Example: drilling cycles – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming User Manual
Page 355
Advertising
HEIDENHAIN iTNC 530
355
8.3 Cy
cles f
o
r Dr
illing, T
a
pping and Thr
ead Milling
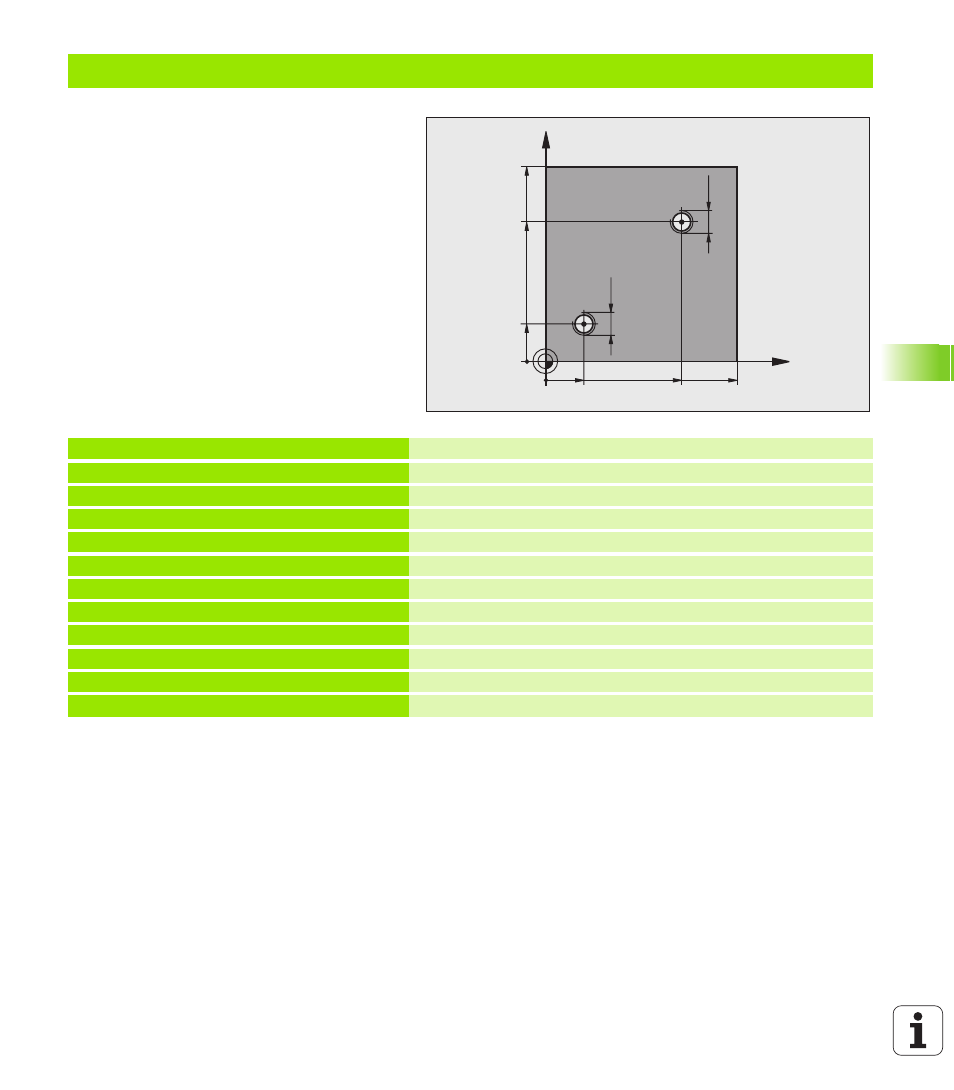
Example: Drilling cycles
Program sequence
Program the drilling cycle in the main program
Program machining within a subprogram (see
“Subprograms,” page 511)
%C18 G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
Definition of workpiece blank
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+3 *
Tool definition
N40 T1 G17 S4500 *
Tool call
N50 G00 G40 G90 Z+250 *
Retract the tool
N60 G86 P01 +30 P02 –1.75 *
Define THREAD CUTTING cycle
N70 X+20 Y+20 *
Approach hole 1
N80 L1.0 *
Call subroutine 1
N90 X+70 Y+70 *
Approach hole 2
N100 L1.0 *
Call subroutine 1
N110 G00 Z+250 M2 *
Retract tool, end of main program
X
Y
20
20
100
100
70
70
M1
2
M1
2
Advertising