Powermax, Torch setup 3-10, Service manual – Hypertherm Powermax45 Service Manual User Manual
Page 40
torch setup
3-10
powermax
45
Service Manual
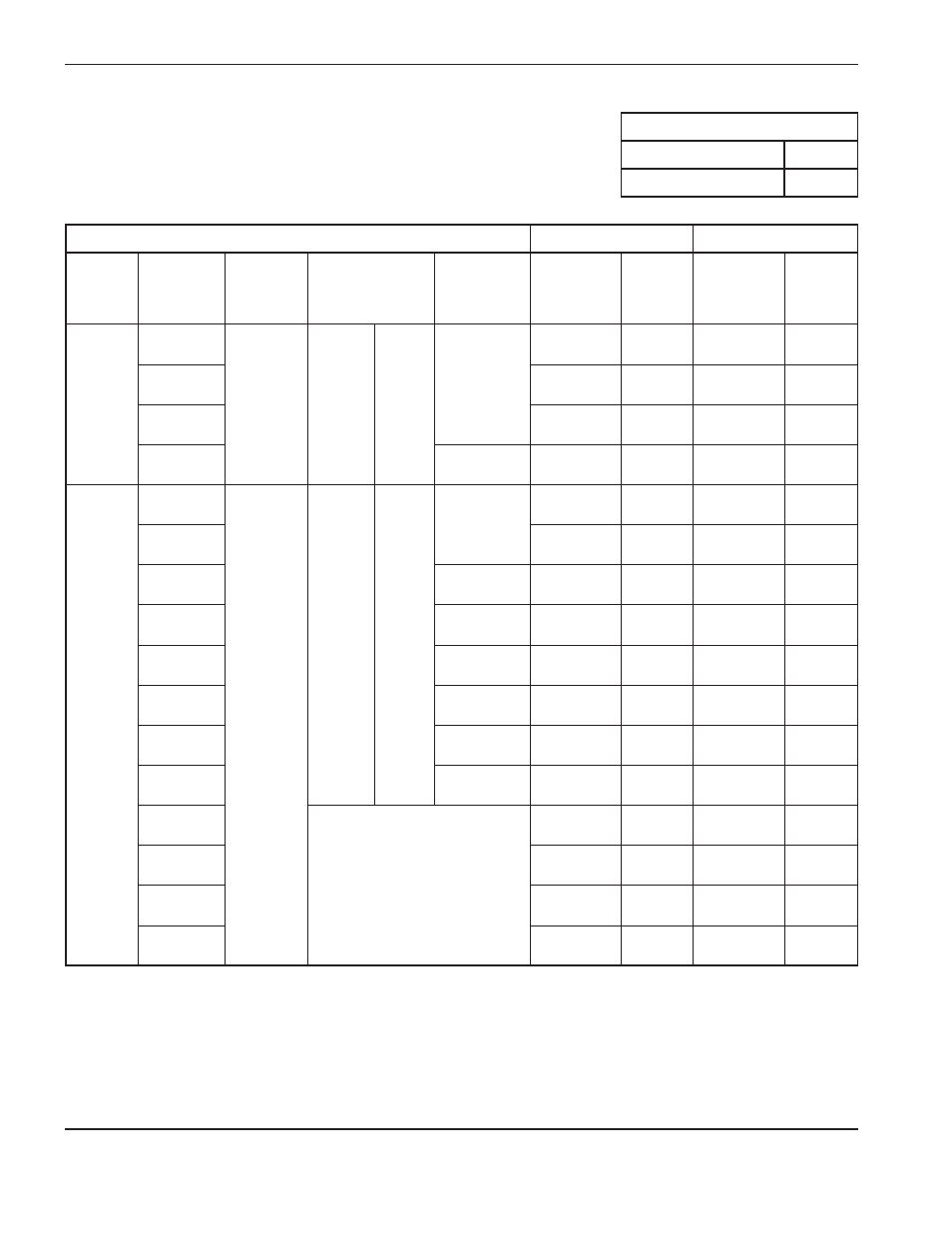
T45m shielded consumables
Air flowrate (scfh)
Mild steel
Hot
320
english
Cold
360
Recommended
Maximum
Arc
current
(amps)
Material
thickness
Torch-
to-work
distance
(in)
Initial pierce
height
Pierce time
delay
(sec)
Cut Speed
(ipm)
Voltage
(V)
Cut Speed
(ipm)
Voltage
(V)
30
0.018 in
(26 Ga)
0.06
0.15 in
250%
0.0
360
117
400*
118
0.030 in
(22 Ga)
340
116
400*
117
0.036 in
(20 Ga)
320
115
400*
117
0.060 in
(16 Ga)
0.2
225
111
280
115
45
0.036 in
(20 Ga)
0.06
0.15 in
250%
0.0
380
115
400*
112
0.060 in
(16 Ga)
350
116
400*
115
0.075 in
(14 Ga)
0.1
280
117
360
115
0.105 in
(12 Ga)
0.3
190
117
240
115
0.135 in
(10 Ga)
0.4
140
117
175
115
0.188 in
(3/16 in)
0.5
85
118
110
115
0.250 in
(1/4 in)
0.6
60
120
75
116
0.375 in
(3/8 in)
0.9
32
122
40
116
0.500 in
(1/2 in)
Edge start recommended
20
132
25
125
0.625 in
(5/8 in)
11
138
14
127
0.750 in
(3/4 in)
8
140
10
131
1.000 in
(1 in)
4
146
5
142
* Maximum cut speed is limited by the test table’s maximum speed (400 ipm).