Powermax, Torch setup 3-22, Service manual – Hypertherm Powermax45 Service Manual User Manual
Page 52
torch setup
3-22
powermax
45
Service Manual
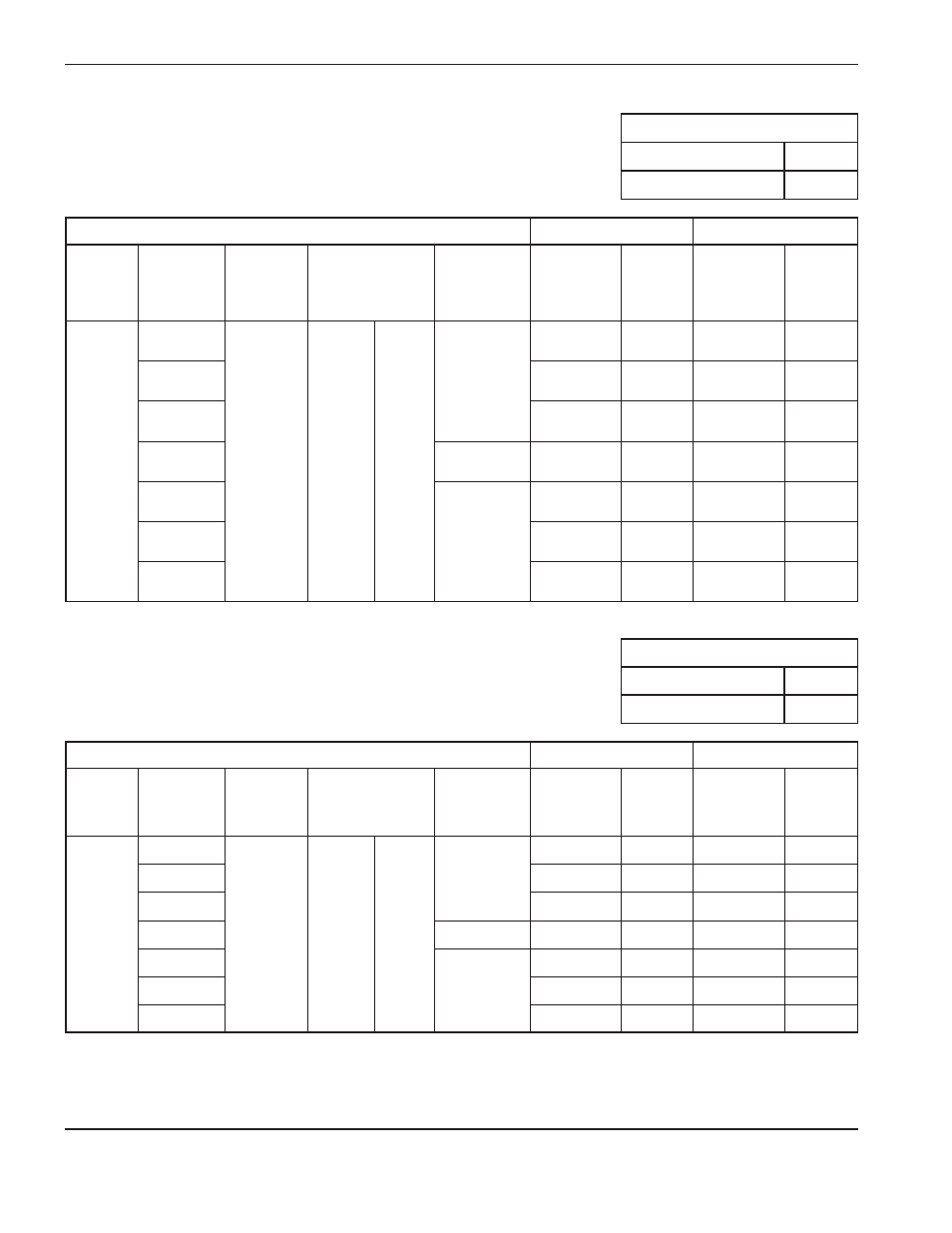
T30v (Powermax30) 30 A consumables
Air flowrate (scfh)
Mild steel
Hot
280
english
Cold
310
Recommended
Maximum
Arc
current
(amps)
Material
thickness
(in)
Torch-
to-work
distance
(in)
Initial pierce
height
Pierce time
delay
(sec)
Cut Speed
(ipm)
Voltage
(V)
Cut Speed
(ipm)
Voltage
(V)
30
0.018
(26 Ga)
0.02
0.1 in
500%
0.0
350
105
400*
98
0.030
(22 Ga)
320
102
400*
103
0.036
(20 Ga)
280
101
350
100
0.060
(16 Ga)
0.2
175
97
220
100
0.075
(14 Ga)
0.4
120
98
150
97
0.105
(12 Ga)
80
96
100
96
0.135
(10 Ga)
50
100
65
101
T30v (Powermax30) 30 A consumables
Air flowrate (lpm)
Stainless steel
Hot
131.2
Metric
Cold
146.3
Recommended
Maximum
Arc
current
(amps)
Material
thickness
(mm)
Torch-
to-work
distance
(mm)
Initial pierce
height
Pierce time
delay
(sec)
Cut Speed
(mm/min)
Voltage
(V)
Cut Speed
(mm/min)
Voltage
(V)
30
0.5
0.5
2.5 mm
500%
0.0
8900
103
10160*
102
0.8
8100
98
10160*
100
0.9
7600
97
6850
98
1.5
0.2
3800
99
4800
98
1.9
0.4
2800
101
3450
97
2.7
1500
101
1900
98
3.4
1150
102
1400
97
* Maximum cut speed is limited by the test table’s maximum speed (400 ipm or 10160 mm/min).