Powermax, Torch setup 3-16, Service manual – Hypertherm Powermax45 Service Manual User Manual
Page 46
torch setup
3-16
powermax
45
Service Manual
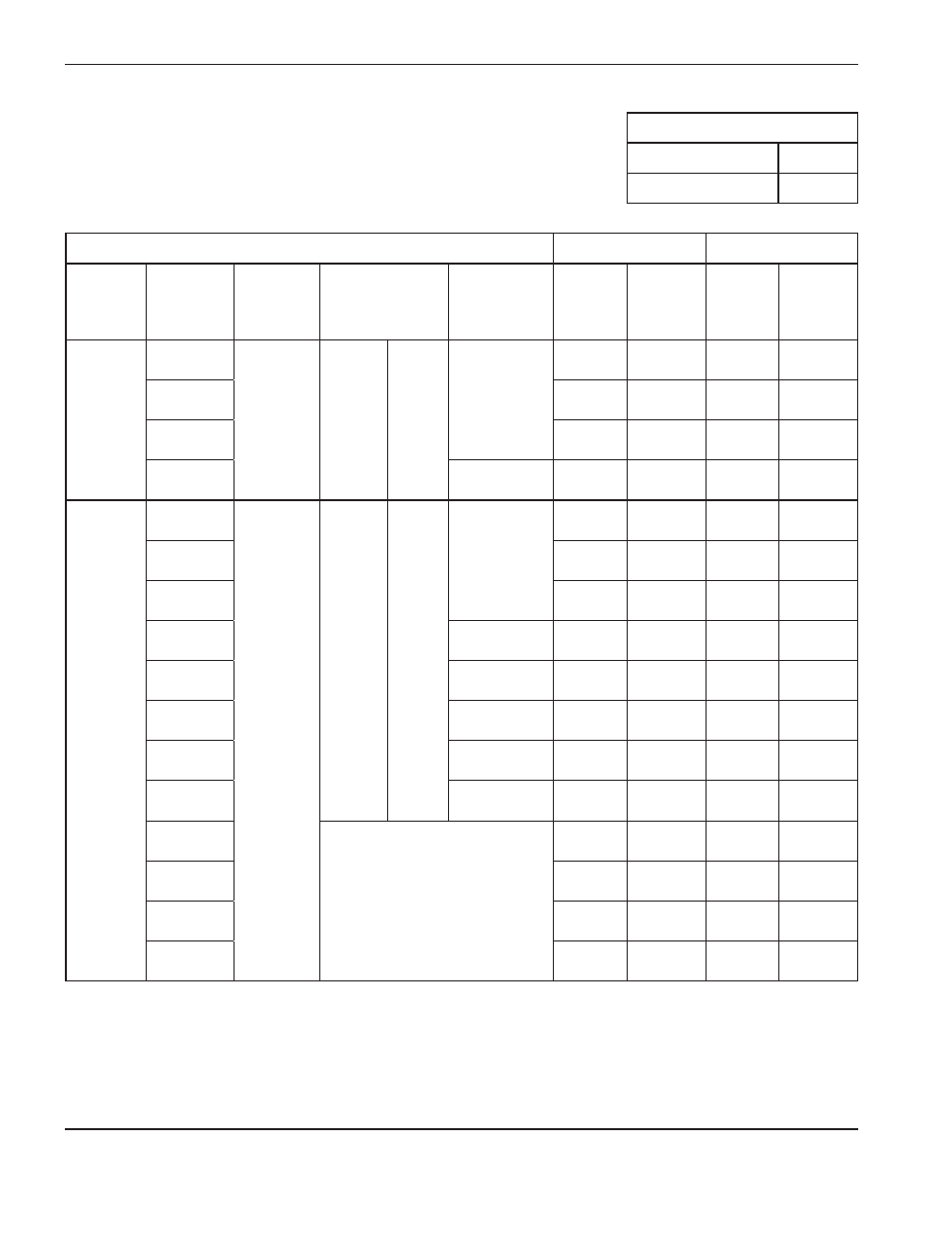
T45m unshielded consumables
Air flowrate (scfh)
Mild steel
Hot
320
english
Cold
360
Recommended
Maximum
Arc
current
(amps)
Material
thickness
Torch-
to-work
distance
(in)
Initial pierce
height
Pierce time
delay
(sec)
Cut
Speed
(ipm)
Voltage
(V)
Cut
Speed
(ipm)
Voltage
(V)
30
0.018 in
(26 Ga)
0.08
0.2 in
250%
0.0
360
118
400*
114
0.030 in
(22 Ga)
340
118
400*
116
0.036 in
(20 Ga)
320
117
400*
120
0.060 in
(16 Ga)
0.2
225
113
285
119
45
0.036 in
(20 Ga)
0.08
0.2 in
250%
0.0
380
118
400*
110
0.060 in
(16 Ga)
350
114
400*
113
0.075 in
(14 Ga)
240
114
300
114
0.105 in
(12 Ga)
0.3
175
116
220
114
0.135 in
(10 Ga)
0.4
135
118
170
116
0.188 in
(3/16 in)
0.4
85
118
110
116
0.250 in
(1/4 in)
0.5
60
118
75
118
0.375 in
(3/8 in)
0.7
32
120
40
118
0.500 in
(1/2 in)
Edge start recommended
20
130
25
124
0.625 in
(5/8 in)
11
132
14
126
0.750 in
(3/4 in)
8
138
10
132
1.000 in
(1 in)
4
145
5
140
* Maximum cut speed is limited by the test table’s maximum speed (400 ipm).