B.2 parallel processing, A-15 – Yaskawa MP2000 Series: User's Manual for Motion Programming User Manual
Page 336
App
B Sample Programs
A-15
B.2 Parallel Processing
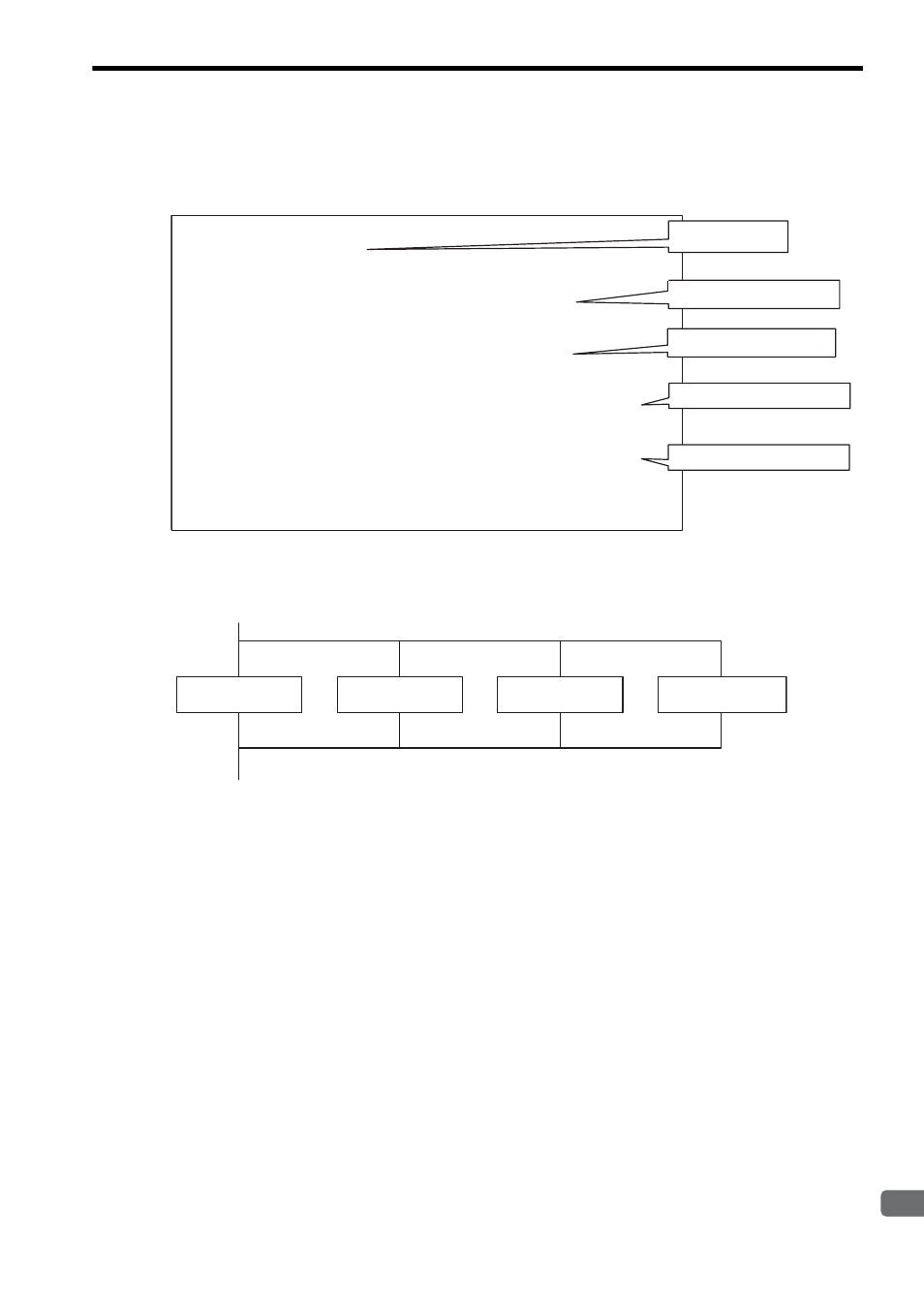
A sample motion program for parallel execution accomplished by using a PFORK command is shown below.
The following diagram illustrates the operations executed by the above sample program.
ABS;
"
Absolute mode
PFORK 001 002 003 004;
001:FMX T10000K;
"
Sets the max. interpolation feed speed
PLN [A1] [B1];
"
Sets the plane for circular interpolation
MCC [A1] 0 [B1]0 U100000 V0 F10000K; "
Circular interpolation
JOINTO 005;
002:FMX T10000K;
"
Sets the max. interpolation feed speed
MVS [C1] 131072 [D1] 20000 F10000K;
"
Linear interpolation
JOINTO 005;
003:IOW IL8816>130000;
"
Monitors C1 axis position
OB00000=1;
"
When reached, OB00000 turns ON.
JOINTO 005;
004:IOW IL8896>12000;
"
Monitors D1 axis position
OB00001=1;
"
When reached, OB00001 turns ON.
JOINTO 005;
005:PJOINT;
END;
Starts parallel
processing
Program 1: Circular interpolation
Program 2: Linear interpolation
Program 3: C1 axis position monitor
Program 4: D1 axis position monitor
Circular interpolation
with axis A1 and B1
2-axis linear
interpolation with axis
C1 and D1
C1 axis position monitor
D1 axis position monitor
001
002
003
004
005