C.1 motion programs, C.2 sequence programs, C.1 motion programs c.2 sequence programs – Yaskawa MP2000 Series: User's Manual for Motion Programming User Manual
Page 342: A-21
App
C Differences between MP900 Series and MP2000 Series Machine Controllers
A-21
C Differences between MP900 Series and MP2000 Series
Machine Controllers
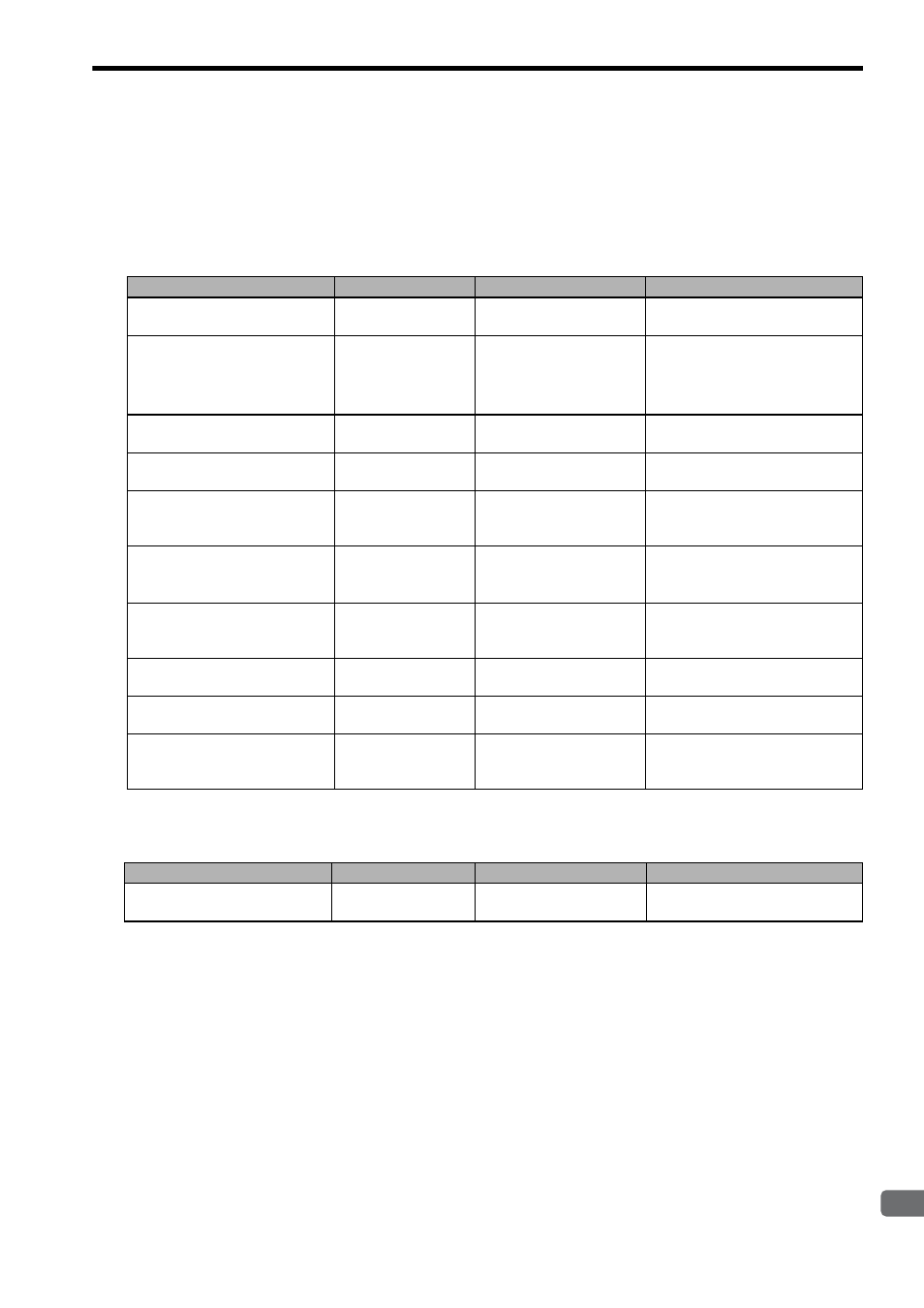
This section describes motion program differences between the MP900 series and the MP2000 series Machine
Controllers.
C.1 Motion Programs
C.2 Sequence Programs
Item
MP900 Series
MP2000 Series
Remarks
Number of tasks
No limitation
16 tasks
Number of simultaneously execut-
able programs
Group definition
Max. number of axes per group
MP910: 28 axes
MP920: 48 axes
MP930: 14 axes
MP940: 1 axis
16 axes
−
Work size of MSEE command
in ladder programs
2 words
4 words
See 4.3.3 Work Registers.
Interpolation override
Always enabled
Enabled or disabled can be
selected.
See 4.3.3 Work Registers.
Register for interpolation over-
ride value designation
Designated in the
Group Definition
dialog box.
Designated using the 3rd
word of an MSEE work
register.
See 4.3.3 Work Registers.
Program execution registration
function
(
M-EXECUTOR Module)
Not supported
Supported
Can not be used with MP2300,
CPU-01 or CPU-02.
Nesting of PFORK command
(PFORK execution during
parallel processing)
Permitted
Prohibited
−
Axis move command in the
two parallel subprograms
Prohibited
Permitted
−
Subprogram call (MSEE) from
the two parallel subprogram
Permitted
Prohibited
−
Numbers below decimal point
when real number data is
stored in an integer register
Rounded-off
Cut-down (Truncate) or
rounded-off (Rounding)
The default for the MP2000 series is
cut-down.
Item
MP900 Series
MP2000 Series
Remarks
Applicable/Not applicable
Not applicable
Applicable
Can not be used with MP2300,
CPU-01 or CPU-02.