Rectangular pocket – HEIDENHAIN ND 920 User Manual
Page 30
30
Rectangular Pocket
Your ND display unit facilitates milling rectangular pockets. The required
data are requested in the message field.
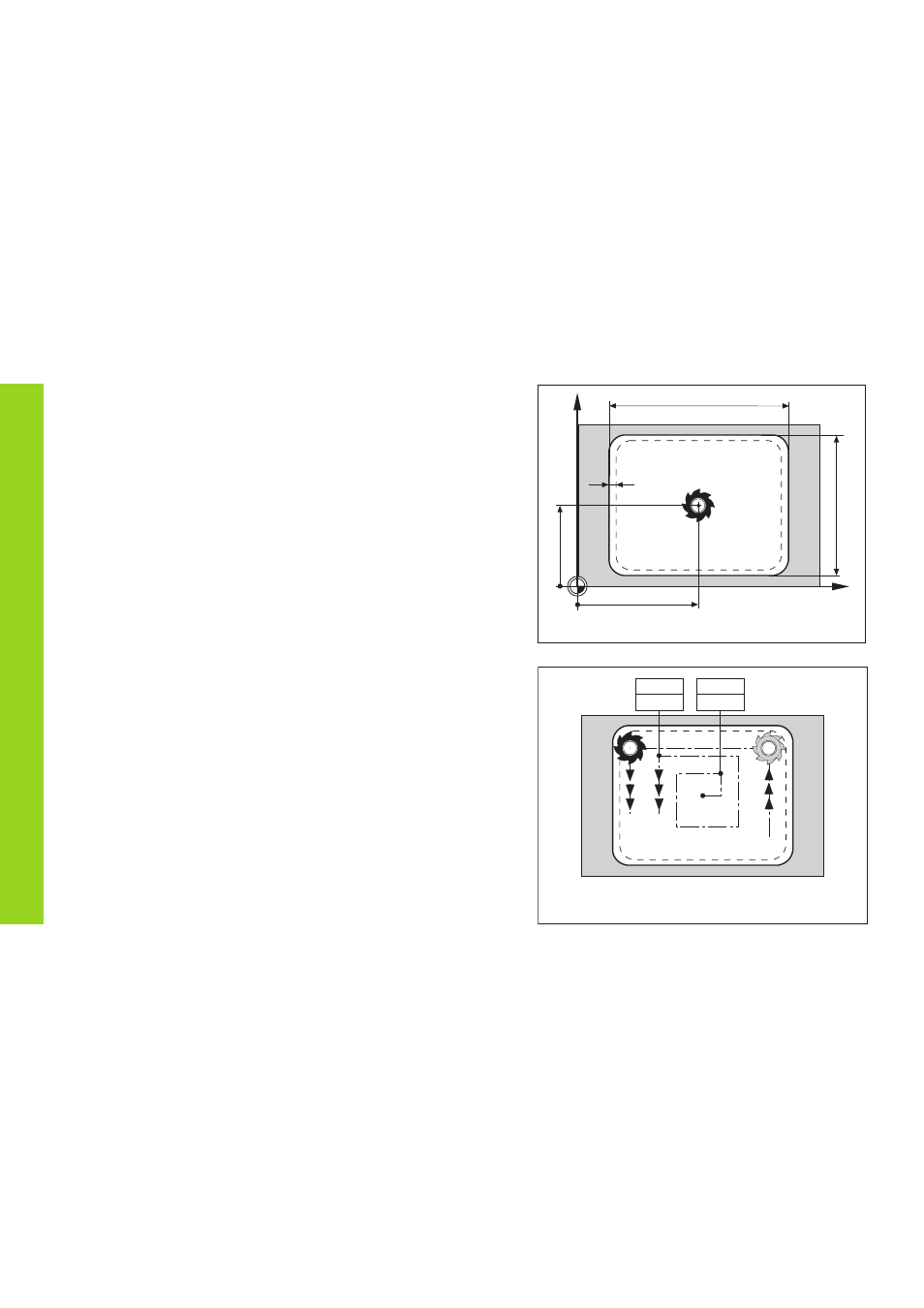
Machining begins in the center of the pocket. Using the distance-to-go
display, the pocket is machined outwards in a spiral pattern until the
final dimension is reached. The last step is finishing.
The infeed depends on the tool radius and is calculated automatically.
There are two conditions under which machining cannot be started:
tool diameter = 0, or tool diameter
≥
side length – 2
×
finishing allowance.
These conditions will generate the error message TOOL ERROR.
You move to each position by traversing to display value zero.
The following data must be entered to completely describe a
rectangular pocket:
• The two side lengths
• Depth of the pocket
• Coordinates of the starting position (pocket center)
• Finishing allowance
• Milling direction (climb/up-cut)
26
0
45
60
1
Y
X
0
40
Example
Dimensions of the pocket
X =
60 mm
Y =
45 mm
Depth
Z = -15 mm
Center point coordinates
X =
40 mm
Y =
26 mm
Starting position
Z =
2 mm
Finishing allowance
1 mm
Milling direction
climb
Step 7
0.000
Step 2
0.000
Rectangular Pocket