Option c – Ivoclar Vivadent IPS e.max CAD Labside User Manual
Page 31
31
S
ta
in
in
g
Te
ch
n
iq
u
e
Option C:
Crystallization and separate Stain/Glaze firing
In this processing technique, the IPS e.max CAD restorations are crystallized in a first step without applying any Stains and
Glaze materials. Subsequently, the Stain and Glaze firing of the tooth-coloured restoration is conducted.
For this technique, the IPS e.max Ceram Shades, Essences and Glaze materials are required.
IPS e.max CAD Crystall./ Shades, Stains, Glaze and IPS e.max Ceram Shades, Essence, Glaze must not be mixed
with one another!
Crystallization
Observe the following procedure for the crystallization of IPS e.max CAD restorations:
– Always clean the restoration with ultrasound in a water bath or blast with the steam jet before crystallization.
– Do not blast the restoration with Al
2
O
3
or glass polishing beads.
– Use only IPS Object Fix Putty or Flow as an auxiliary firing paste to ideally place the restoration on the firing tray.
– Slightly overfill the restoration with the auxiliary firing paste so that there is a reservoir.
– Place the restoration in the center of the IPS e.max CAD Crystallization Tray and fire using the stipulated parameters.
– Use only the IPS e.max CAD Crystallization Tray from Ivoclar Vivadent, since it stores the heat necessary for slow and
above all tension-free cooling of the restoration.
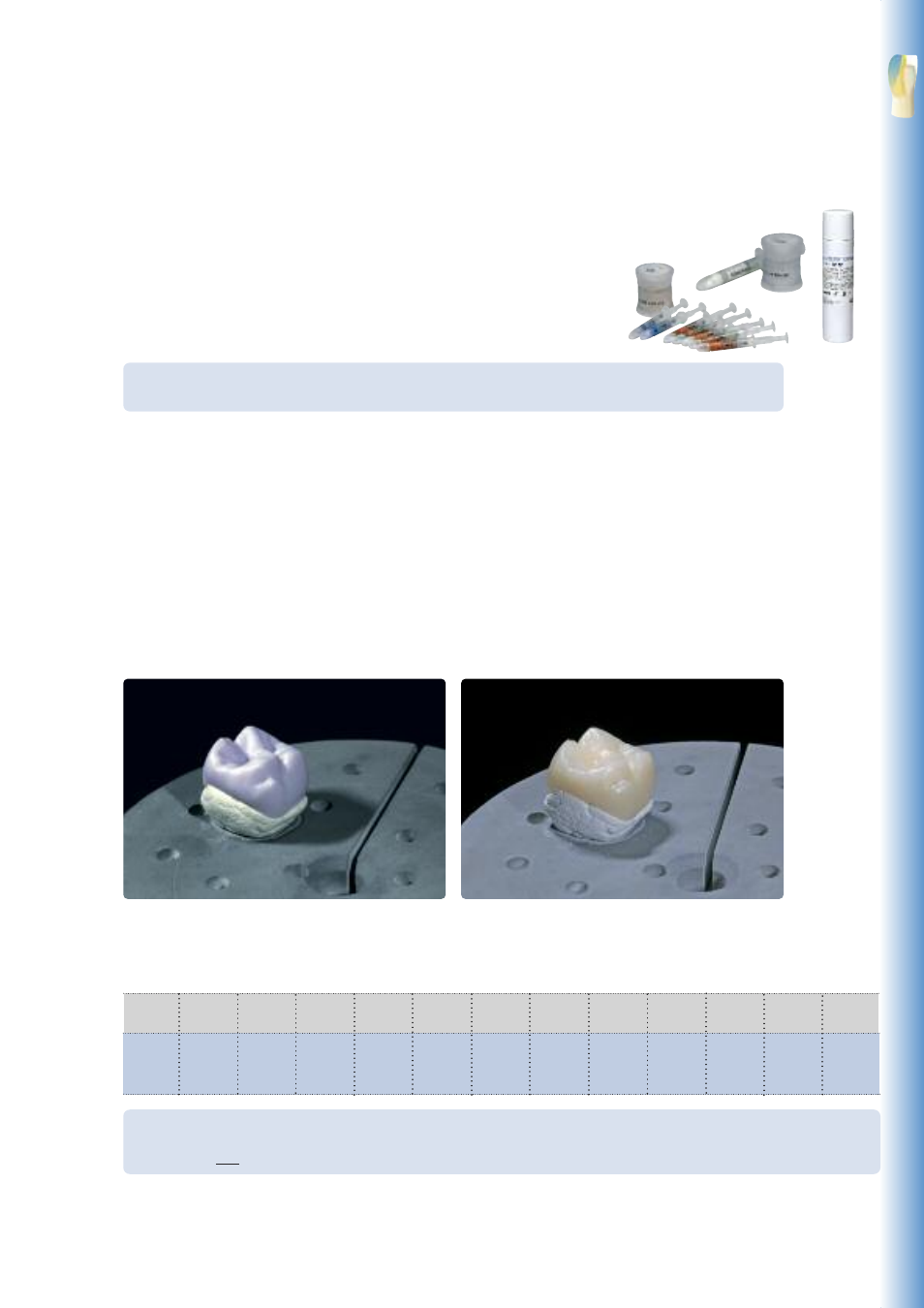
Fill the entire cavity with IPS Object Fix Putty or Flow and place the restoration on the IPS
e.max CAD Crystallization Tray
Remove the crystallization tray from the furnace once the crystallization program has been
completed. and allow it to cool
Firing parameters Crystallization / Glaze HT/LT
Please note:
– Crystallization/Glaze HT/LT can only be used for IPS e.max CAD HT and LT.
– If only max. two restorations are crystallized at the same time, the closing time S can be reduced to 1:30 min.
Furnace
P300
P500
P700
Stand-by
temperature
B
[°C/°F]
403/757
Closing time
S
[min]
6:00
Heating rate
t
1
[°C/°F/min]
90/162
Firing
temperature
T
1
[°C/°F]
820/1508
Holding time
H
1
[min]
0:10
Heating rate
t
2
[°C/°F/min]
30/54
Firing
temperature
T
2
[°C/°F]
840/1544
Holding time
H
2
[min]
7:00
Vacuum 1
1
1
[°C/°F]
1
2
[°C/°F]
550/820
1022/1508
Vacuum 2
2
1
[°C/°F]
2
2
[°C/°F]
820/840
1508/1540
Long-term
cooling
L
[°C/°F]
700/1292
Cooling rate
t
[°C/°F/min]
0