Please note while programming, Cycle parameters – HEIDENHAIN TNC 320 (340 55x-04) Cycle programming User Manual
Page 342
342
Touch Probe Cycles: Automatic Datum Setting
15.9 D
A
TUM FR
OM INSIDE OF CORNER (Cy
c
le 415, DIN/ISO: G415)
Please note while programming:
Cycle parameters
U
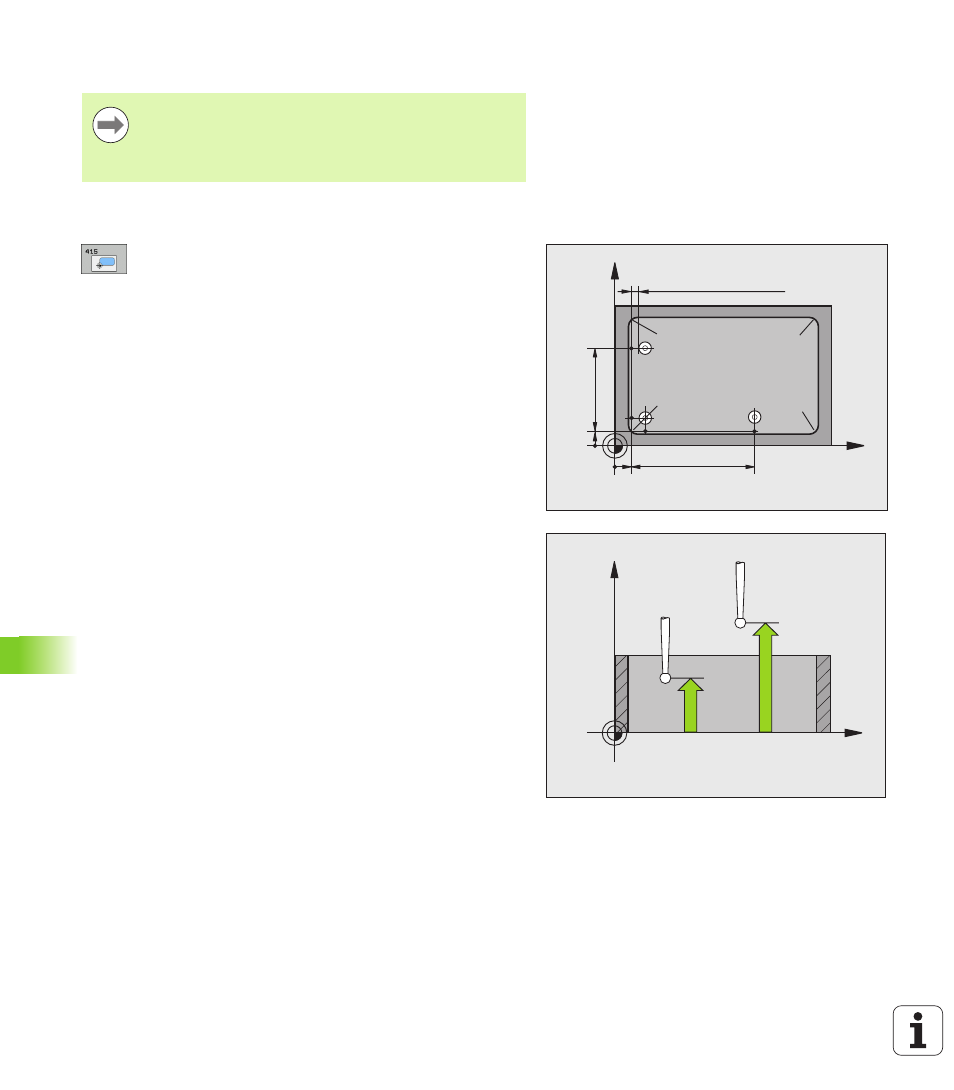
1st meas. point 1st axis Q263 (absolute): Coordinate
of the first touch point in the reference axis of the
working plane. Input range –99999.9999 to
99999.9999
U
1st meas. point 2nd axis Q264 (absolute):
Coordinate of the first touch point in the minor axis of
the working plane. Input range –99999.9999 to
99999.9999
U
Spacing in 1st axis Q326 (incremental): Distance
between the first and second measuring points in the
reference axis of the working plane. Input range 0 to
99999.9999
U
Spacing in 2nd axis Q327 (incremental): Distance
between third and fourth measuring points in the
minor axis of the working plane. Input range 0 to
99999.9999
U
Corner Q308: Number identifying the corner which
the TNC is to set as datum. Input range 1 to 4
U
Measuring height in the touch probe axis
Q261 (absolute): Coordinate of the ball tip
center (= touch point) in the touch probe axis in
which the measurement is to be made. Input
range –99999.9999 to 99999.9999
U
Setup clearance Q320 (incremental): Additional
distance between measuring point and ball tip. Q320
is added to SET_UP (touch probe table). Input range
0 to 99999.9999
U
Clearance height Q260 (absolute): Coordinate in the
touch probe axis at which no collision between touch
probe and workpiece (fixtures) can occur. Input range
–99999.9999 to 99999.9999
Before a cycle definition you must have programmed a
tool call to define the touch probe axis.
The TNC always measures the first line in the direction of
the minor axis of the working plane.
X
Y
Q264
Q263
Q326
Q327
Q308=1
Q308=2
Q308=3
Q308=4
SET_UP(TCHPROBE.TP)
+
Q320
X
Z
Q261
Q260