3 polar reference plane (cycle 1), Cycle run, Please note while programming – HEIDENHAIN TNC 320 (340 55x-04) Cycle programming User Manual
Page 371
HEIDENHAIN TNC 320
371
16.3 POLAR REFERENCE PLANE (Cy
c
le 1)
16.3 POLAR REFERENCE PLANE
(Cycle 1)
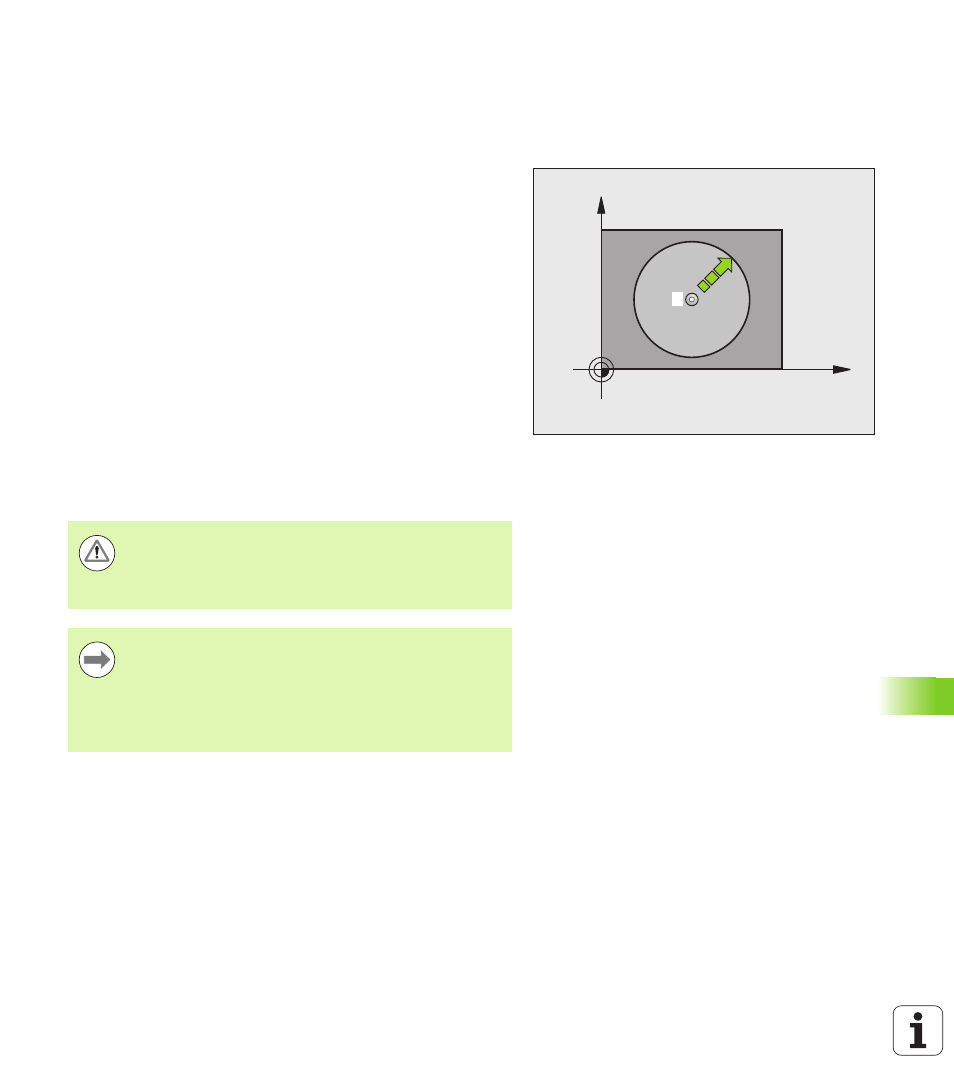
Cycle run
Touch Probe Cycle 1 measures any position on the workpiece in any
direction.
1
The touch probe moves at rapid traverse (value from FMAX
column) to the starting position
1
programmed in the cycle.
2
Then the touch probe runs the probing process at the probing feed
rate (column F). During probing the TNC moves simultaneously in
2 axes (depending on the probing angle). The scanning direction is
defined by the polar angle entered in the cycle.
3
After the TNC has saved the position, the probe returns to the
starting point. The TNC also stores the coordinates of the touch
probe position at the time of the triggering signal in parameters
Q115 to Q119.
Please note while programming:
X
Y
1
Danger of collision!
Pre-position the touch probe in order to avoid a collision
when the programmed pre-positioning point is
approached.
The probing axis defined in the cycle specifies the probing
plane:
Probing axis X: X/Y plane
Probing axis Y: Y/Z plane
Probing axis Z: Z/X plane