Example: drilling cycles, 2 dr illing cy cles – HEIDENHAIN TNC 310 (286 140) User Manual
Page 119
107
HEIDENHAIN TNC 310
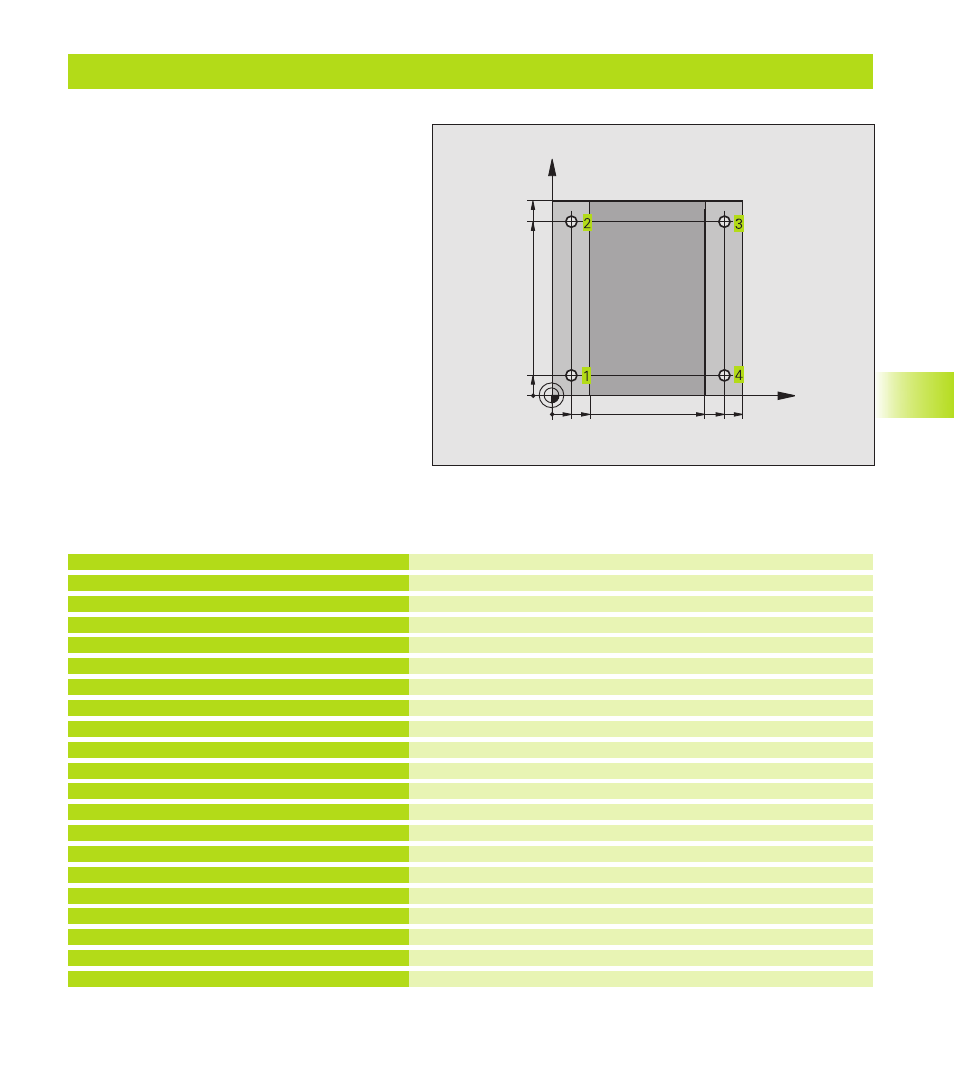
Example: Drilling cycles
8.2 Dr
illing Cy
cles
X
Y
20
10
100
100
10
90
90
80
Define the workpiece blank
Define the tool
Tool call
Retract the tool
Define cycle
Setup clearance
Depth
Feed rate for drilling
Pecking
Dwell time at top
Surface coordinate
2nd set-up clearance
Approach hole 1, spindle ON
Call the cycle
Approach hole 2, call cycle
Approach hole 3, call cycle
Approach hole 4, call cycle
Retract in the tool axis, end program
0 BEGIN PGM 200 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+3
4 TOOL CALL 1 Z S4500
5 L Z+250 R0 F MAX
6 CYCL DEF 200 DRILLING
Q200=2 ;SET-UP CLEARANCE
Q201=-15 ;DEPTH
Q206=250 ;FEED RATE FOR PLUNGING
Q202=5 ;PLUNGING DEPTH
Q210=0 ;DWELL TIME AT TOP
Q203=-10 ;SURFACE COORDINATE
Q204=20 ;2ND SET-UP CLEARANCE
7 L X+10 Y+10 R0 F MAX M3
8 CYCL CALL
9 L Y+90 R0 F MAX M99
10 L X+90 R0 F MAX M99
11 L Y+10 R0 F MAX M99
12 L Z+250 R0 F MAX M2
13 END PGM 200 MM