2 f undamentals of p ath f unctions – HEIDENHAIN TNC 310 (286 140) User Manual
Page 70
58
6 Programming: Programming Contours
6.2 F
undamentals of P
ath F
unctions
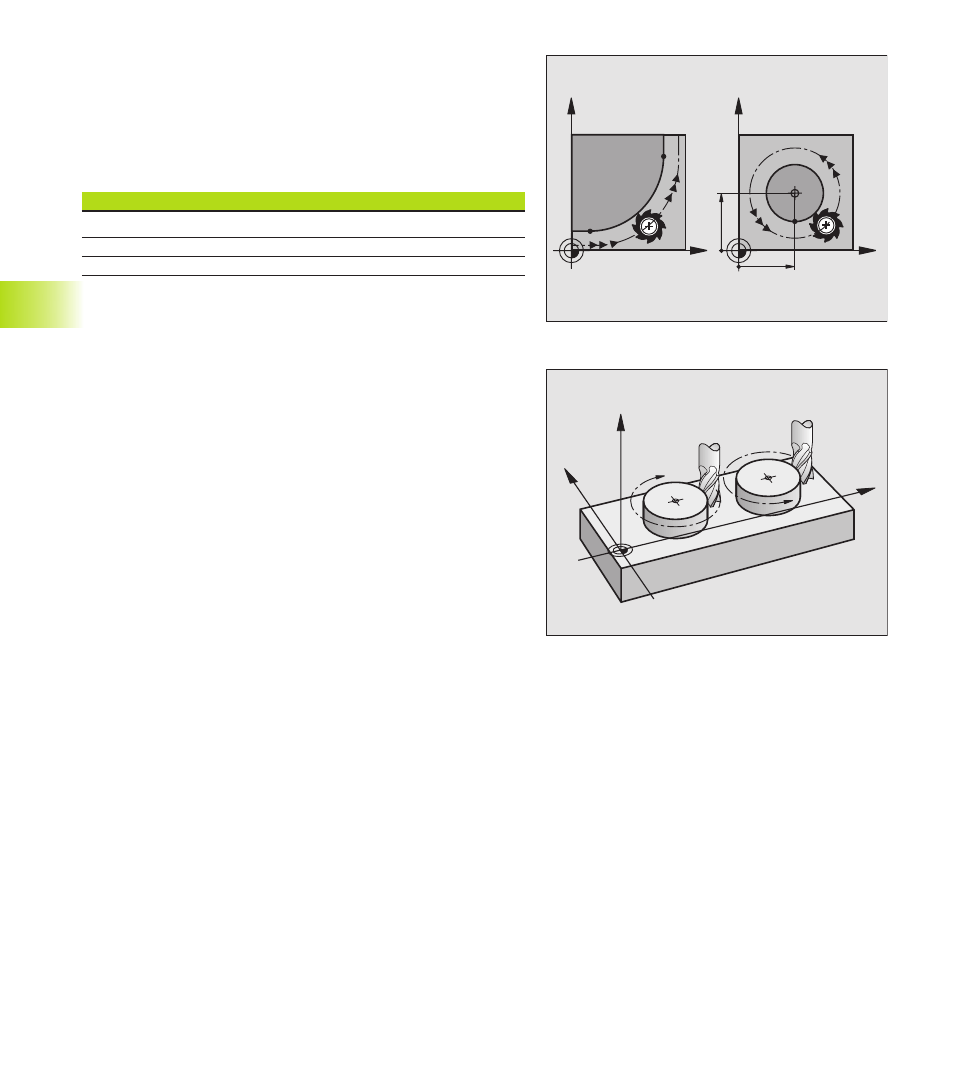
Circles and circular arcs
The TNC moves two axes simultaneously in a circular path relative
to the workpiece. You can define a circular movement by entering
the circle center CC.
When you program a circle, the TNC assigns it to one of the main
planes. This plane is defined automatically when you set the
spindle axis during a tool call:
Spindle axis
Main plane
Z
XY
Y
ZX
X
YZ
Direction of rotation DR for circular movements
When a circular path has no tangential transition to another contour
element, enter the direction of rotation DR:
Clockwise direction of rotation: DR–
Counterclockwise direction of rotation: DR+
Radius compensation
Radius compensation must be programmed before the block
containing the coordinates for the first contour element. You cannot
begin radius compensation in a circle block. It must be activated
beforehand in a straight-line block.
Pre-positioning
Before running a part program, always pre-position the tool to
prevent the possibility of damaging it or the workpiece.
X
Y
X
Y
CC
X
CC
Y
CC
CC
CC
DR–
DR+
X
Z
Y