Example: convex sphere machined with end mill, 1 0 pr ogr amming examples – HEIDENHAIN TNC 310 (286 140) User Manual
Page 194
10 Programming: Q Parameters
182
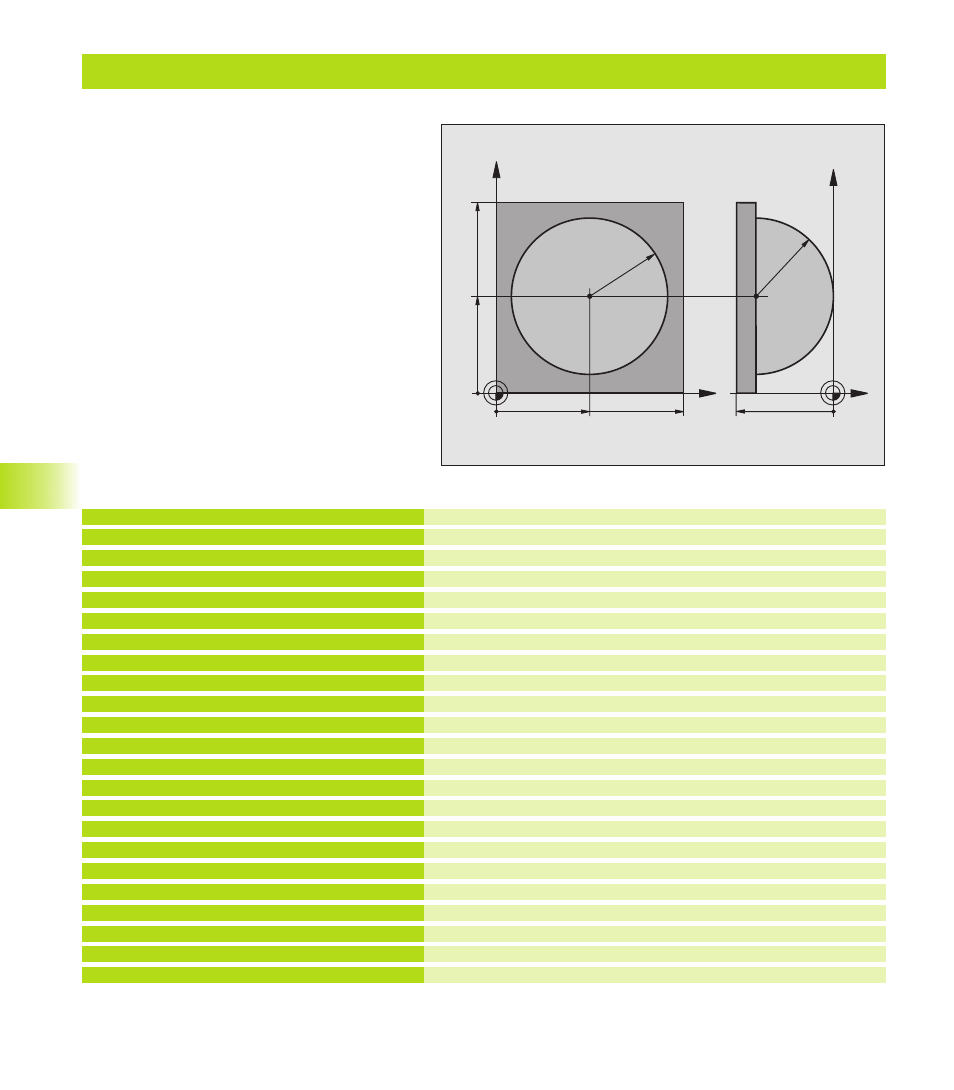
Example: Convex sphere machined with end mill
Example: Convex sphere machined with end mill
Center in X axis
Center in Y axis
Starting angle in space (Z/X plane)
End angle in space (Z/X plane)
Angle increment in space
Radius of the sphere
Starting angle of rotational position in the X/Y plane
End angle of rotational position in the X/Y plane
Angle increment in the X/Y plane for roughing
Allowance in sphere radius for roughing
Setup clearance for pre-positioning in the tool axis
Feed rate for milling
Define the workpiece blank
Define the tool
Tool call
Retract the tool
Call machining operation
Reset allowance
Angle increment in the X/Y plane for finishing
Call machining operation
Retract in the tool axis, end program
0 BEGIN PGM BALL MM
1 FN 0: Q1 = +50
2 FN 0: Q2 = +50
3 FN 0: Q4 = +90
4 FN 0: Q5 = +0
5 FN 0: Q14 = +5
6 FN 0: Q6 = +45
7 FN 0: Q8 = +0
8 FN 0: Q9 = +360
9 FN 0: Q18 = +10
10 FN 0: Q10 = +5
11 FN 0: Q11 = +2
12 FN 0: Q12 = +350
13 BLK FORM 0.1 Z X+0 Y+0 Z-50
14 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL DEF 1 L+0 R+7.5
16 TOOL CALL 1 Z S4000
17 L Z+250 R0 FMAX
18 CALL LBL 10
19 FN 0: Q10 = +0
20 FN 0: Q18 = +5
21 CALL LBL 10
22 L Z+100 R0 FMAX M2
Program sequence
■
This program requires an end mill.
■
The contour of the sphere is approximated by
many short lines (in the Z/X plane, defined via
Q14). The smaller you define the angle increment,
the smoother the curve becomes.
■
You can determine the number of contour cuts
through the angle increment in the plane (defined
in Q18).
■
The tool moves upward in three-dimensional cuts.
■
The tool radius is compensated automatically.
X
Y
50
100
100
Z
Y
-50
R45
50
R45
1
0.1
0 Pr
ogr
amming Examples