Example: drilling cycles, 2 dr illing cy cles – HEIDENHAIN TNC 310 (286 140) User Manual
Page 120
8 Programming: Cycles
108
Example: Drilling cycles
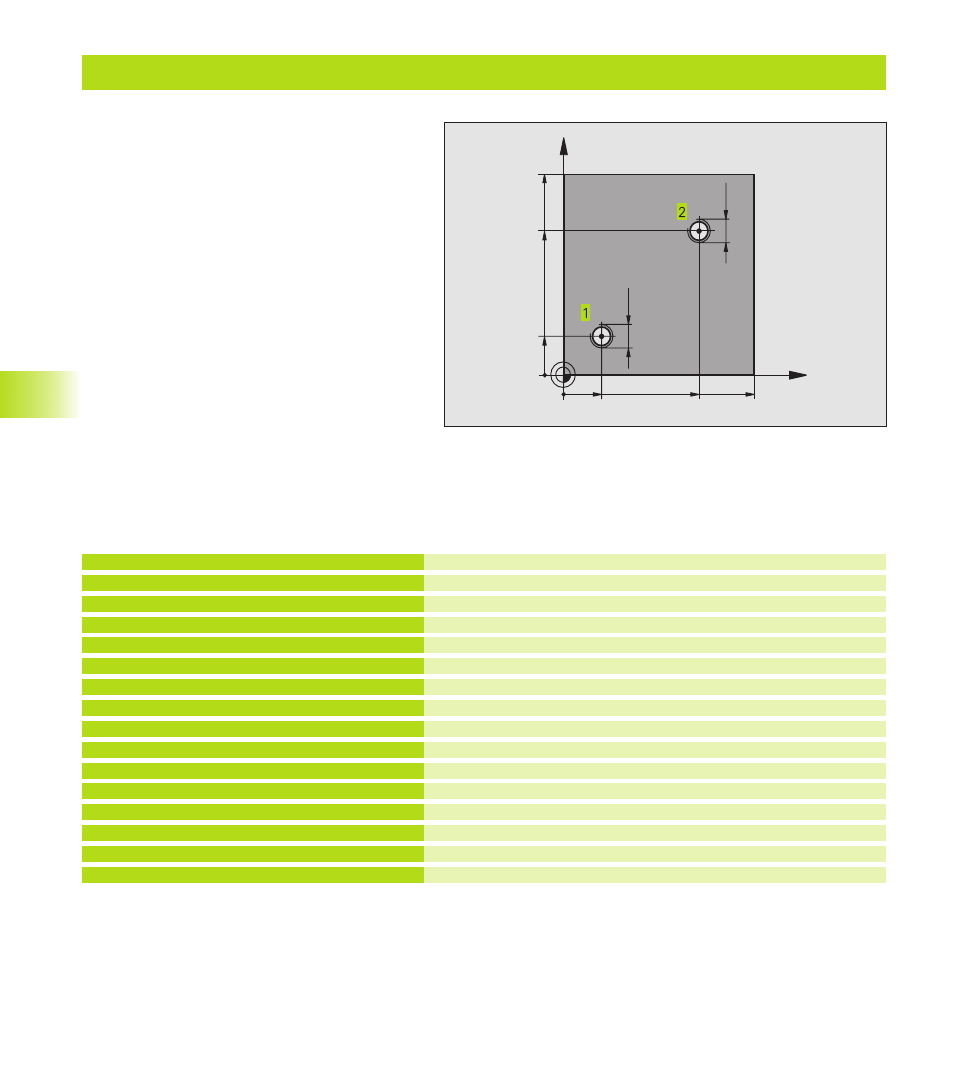
Program sequence
■
Plate has already been pilot drilled for
M12, depth of the plate: 20 mm
■
Program tapping cycle
■
For safety reasons, pre-positioning should be
done first of all in the main plane and then in the
spindle axis
8.2 Dr
illing Cy
cles
X
Y
20
20
100
100
70
70
M12
M12
Define the workpiece blank
Define the tool
Tool call
Retract the tool
Cycle definition for tapping
Approach hole 1 in the machining plane
Pre-position in the tool axis
Approach hole 2 in the machining plane
Retract in the tool axis, end program
0 BEGIN PGM 2 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+4.5
4 TOOL CALL 1 Z S100
5 L Z+250 R0 FMAX
6 CYCL DEF 2 .0 TAPPING
7 CYCL DEF 2 .1 SET UP 2
8 CYCL DEF 2 .2 DEPTH -25
9 CYCL DEF 2 .3 DWELL 0
10 CYCL DEF 2 .4 F175
11 L X+20 Y+20 R0 FMAX M3
12 L Z+2 R0 FMAX M99
13 L X+70 Y+70 R0 FMAX M99
14 L Z+250 R0 FMAX M2
15 END PGM 2 MM