HEIDENHAIN TNC 310 (286 140) User Manual
Page 135
123
HEIDENHAIN TNC 310
8.3 Cy
cle f
or Milling P
o
c
k
ets,
St
uds and Slots
X
Y
Q217
Q216
Q248
Q245
Q219
Q244
ú
Machining operation (0/1/2) Q215:
Define the extent of machining:
0: Roughing and finishing
1: Roughing only
2: Finishing only
ú
Workpiece SURFACE COORDINATE Q203 (absolute
value): Coordinate of the workpiece surface
ú
2nd set-up clearance Q204 (incremental value): Z
coordinate at which no collision between tool and
workpiece (clamping devices) can occur.
ú
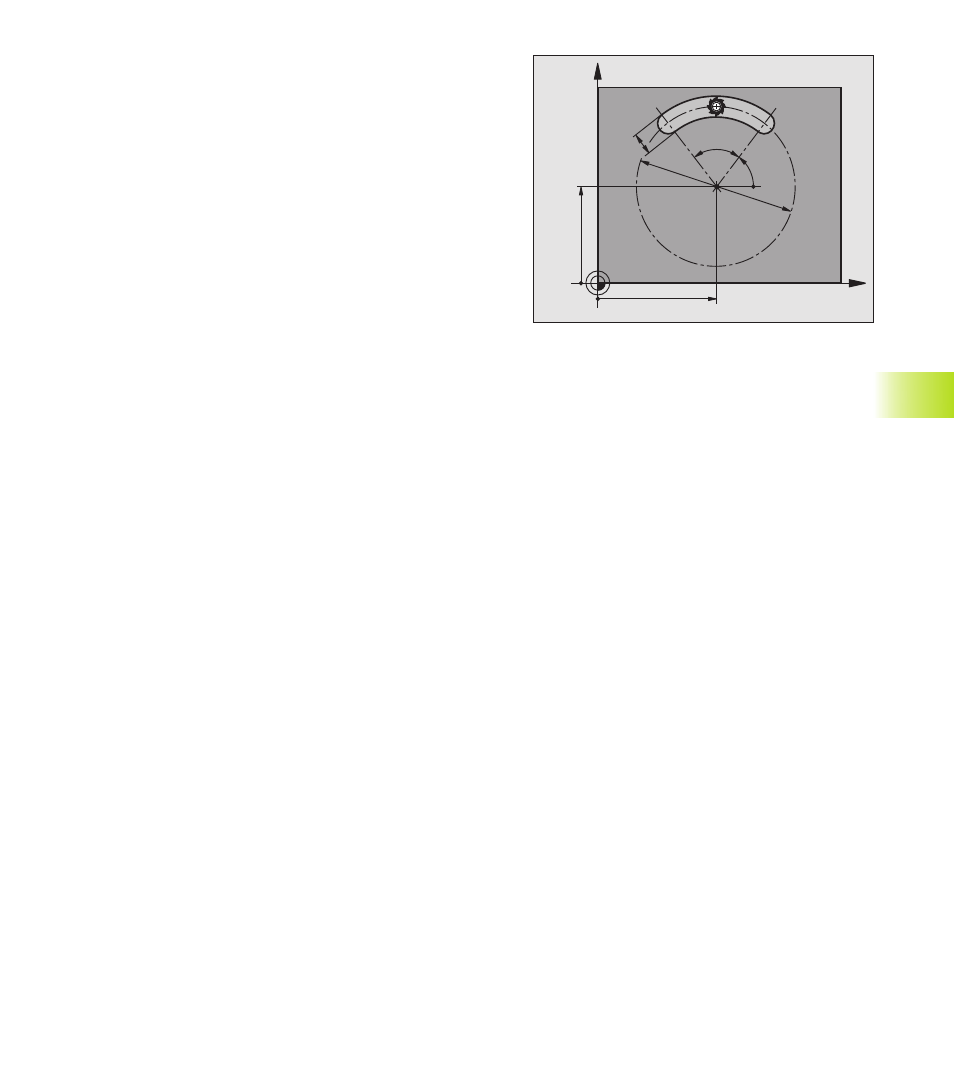
Center in 1st axis Q216 (absolute value): Center of the
slot in the main axis of the working plane
ú
Center in 2nd axis Q217 (absolute value): Center of the
slot in the secondary axis of the working plane
ú
Pitch circle diameter Q244: Enter the diameter of the
pitch circle
ú
Second side length Q219: Enter the slot width. If you
enter a slot width that equals the tool diameter, the
TNC will carry out the roughing process only (slot
milling).
ú
Starting angle Q245 (absolute value): Enter the polar
angle of the starting point.
ú
Angular length Q248 (incremental value): Enter the
angular length of the slot