Cut charts -16, Cut charts, Operation – Hypertherm HD4070 Rev.8 User Manual
Page 126: Marking n, Or h5 plasma / n, Shield
Mild Steel
N
2
25
N
2
80
N
2
20
N
2
80
7
153
.09
2.3
250 6350
Stainless Steel
H5
50
N
2
80
H5
40
N
2
80
7
84
.09
2.3
120 3050
Aluminum
H5
50
N
2
80
H5
20
N
2
80
10
80
.09
2.3
175 4450
OPERATION
4
4-16
HD4070
Instruction Manual
Cut Charts
The following Cut Charts show the consumable parts, cutting speed and the gas and torch settings required for the
specific process.
The HD4070 system will automatically select and adjust the power and gas (including amperage, gas type and gas
flow rate) required for the material and thickness to be cut.
If the Hypertherm Integrated Command THC option is installed, the HD4070 system will also automatically adjust
torch settings required for the specific process, including arc volts, torch standoff, initial pierce height and pierce
time delay.
The numbers shown in the Cut Charts are the HD4070's default values and should provide high quality cuts with
minimal dross. Because of differences between installations and material composition, adjustments may be
required to obtain desirable results.
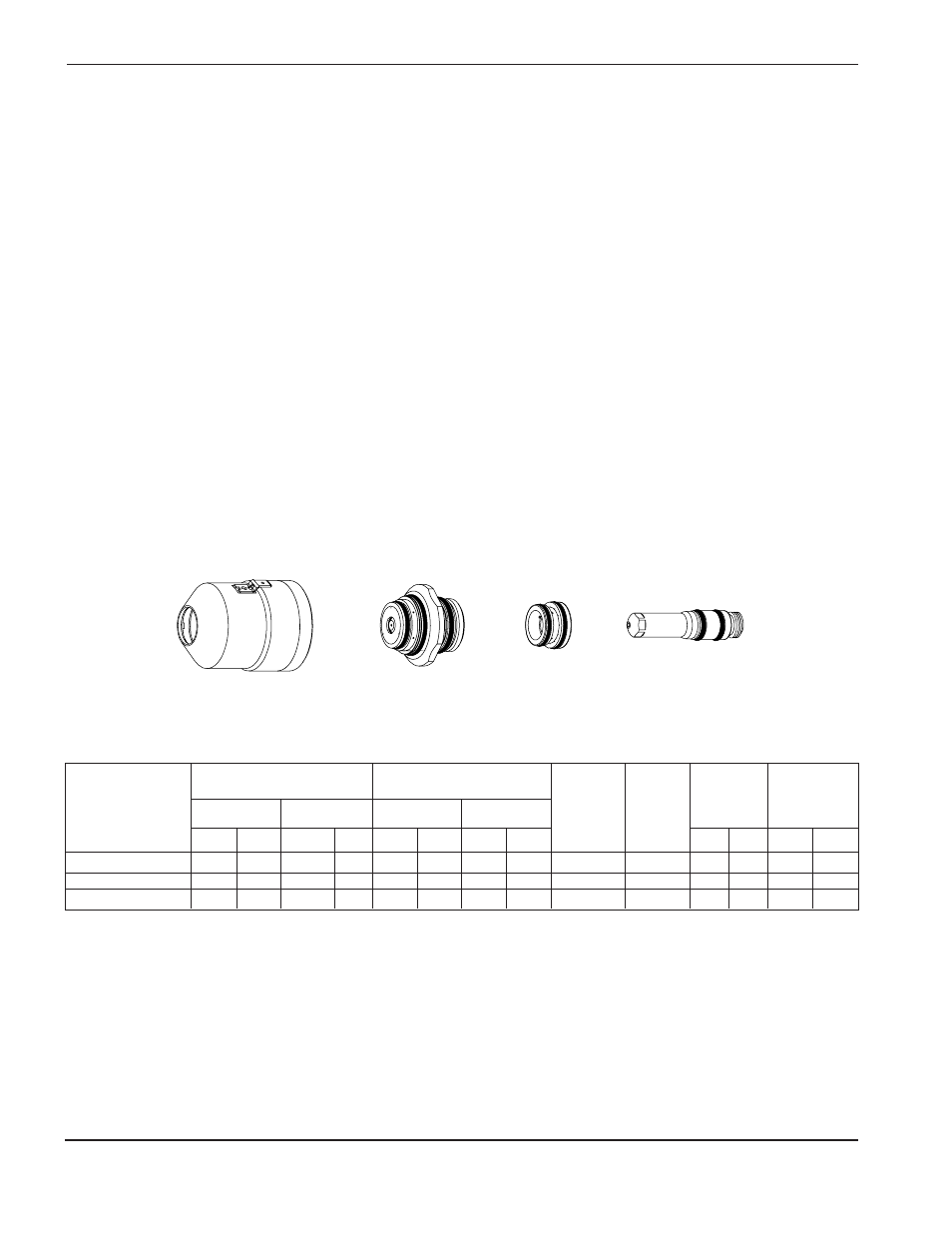
Marking
N
2
or H5 Plasma / N
2
Shield
120907
120671
120670
120669
Marking
Amps
Plasma
Material
Rate
Rate
Rate
Rate
in
mm
ipm
mm/m
Gas
Gas
Gas
Gas
Plasma
Shield
Shield
Arc
Voltage
Torch-to-
work
distance
Cutting
Speed
Test Preflow Rate (%)
Test Cutflow Rate (%)
Note:
Any of the mild steel consumable sets can also be used for marking. The mild steel consumables will not
have the same performance characteristics as the dedicated marking consumables and may not be
suitable for all applications. The settings in the table above are for all marking uses.
O-Ring Colors: Black/Black (see page 4-14)