Stainless steel, Operation, H35-n – Hypertherm HD4070 Rev.8 User Manual
Page 137: Plasma / n, Shield 200a cutting
10
160.0
4.0
.16 2032
80
.5
31
0
0
80
31
45
0
80
12
161.5
4.0
.16 1905
75
150
.6
15
163.5
4.5
.18 1651
65
.8
20
166.5
5.0
.20 1270
50
1
3/8
160
80
2032
.5
7/16
161
.16
4.0
78
1981
.6
31
0
0
80
31
45
0
80
1/2
162
75
1905
150
.6
9/16
163
.17
70
1778
.7
5/8
164
.18
4.5
62
1575
.8
3/4
166
.20
5.0
50
1270
1
OPERATION
1
HD4070
Instruction Manual
4-27
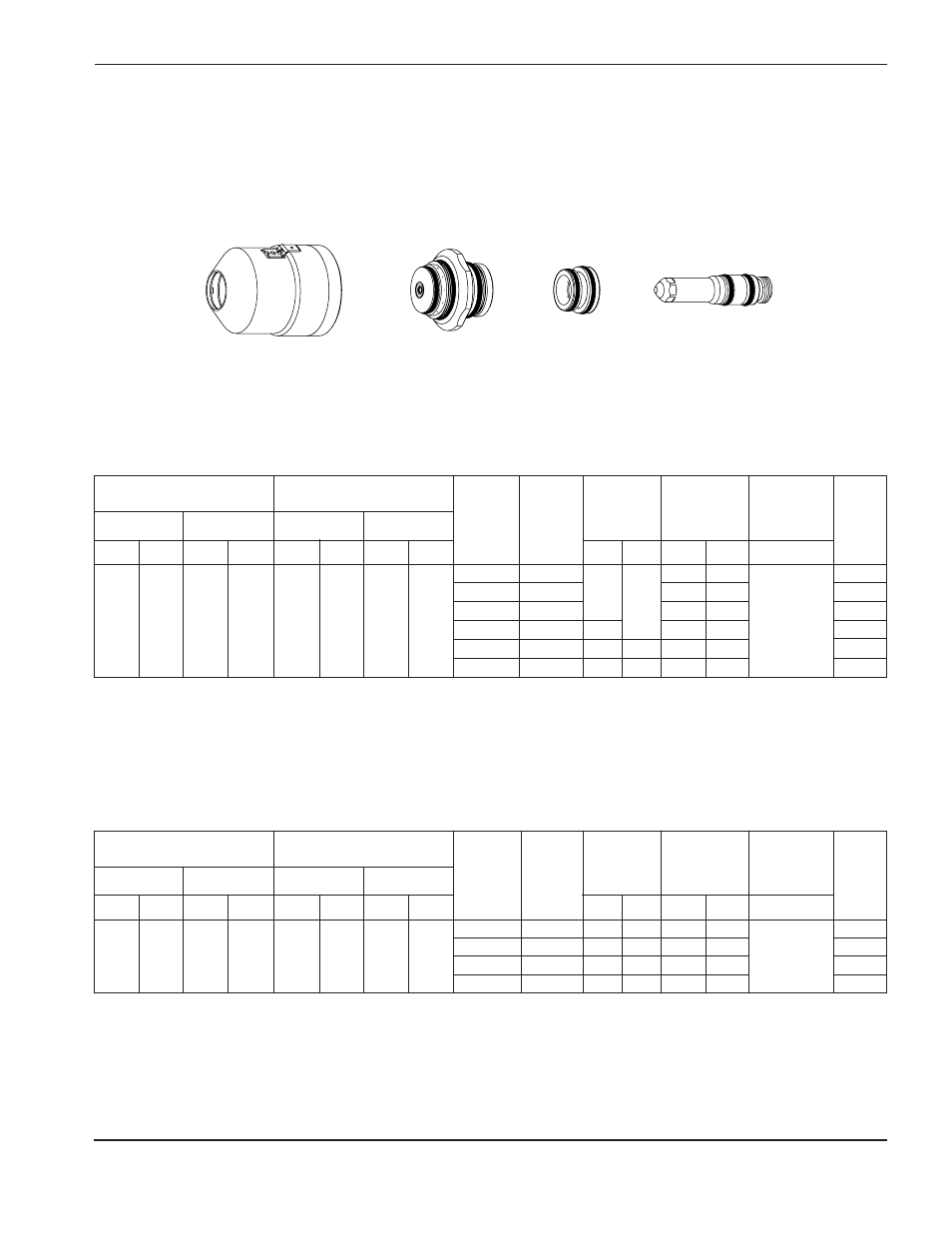
Stainless Steel
H35-N
2
Plasma / N
2
Shield
200A Cutting
O-Ring Color: Gray/Blue (see page 4-14)
120907
120727
120726
120725
Pierce height = Torch-to-work distance X Pierce height factor
Pierce height = Torch-to-work distance X Pierce height factor
Material
Thickness
(inch)
Plasma
N
2
N
2
N
2
N
2
in
mm
ipm
mm/m
%
H35
H35
H35
H35
Plasma
Shield
Shield
Arc
Voltage
Torch-to-
work
distance
Cutting
Speed
Pierce
Height
Factor
Pierce
Delay
Time
Test Preflow Rate (%)
Test Cutflow Rate (%)
Material
Thickness
(mm)
Plasma
N
2
N
2
N
2
N
2
mm
in
mm/m
ipm
%
H35
H35
H35
H35
Plasma
Shield
Shield
Arc
Voltage
Torch-to-
work
distance
Cutting
Speed
Pierce
Height
Factor
Pierce
Delay
Time
Test Preflow Rate (%)
Test Cutflow Rate (%)