HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 114
Advertising
5-15
TNC 425/TNC 415 B/TNC 407
5
Programming Tool Movements
1
e.g.
0
0
ENT
ENT
R-
L
R
+
R
ENT
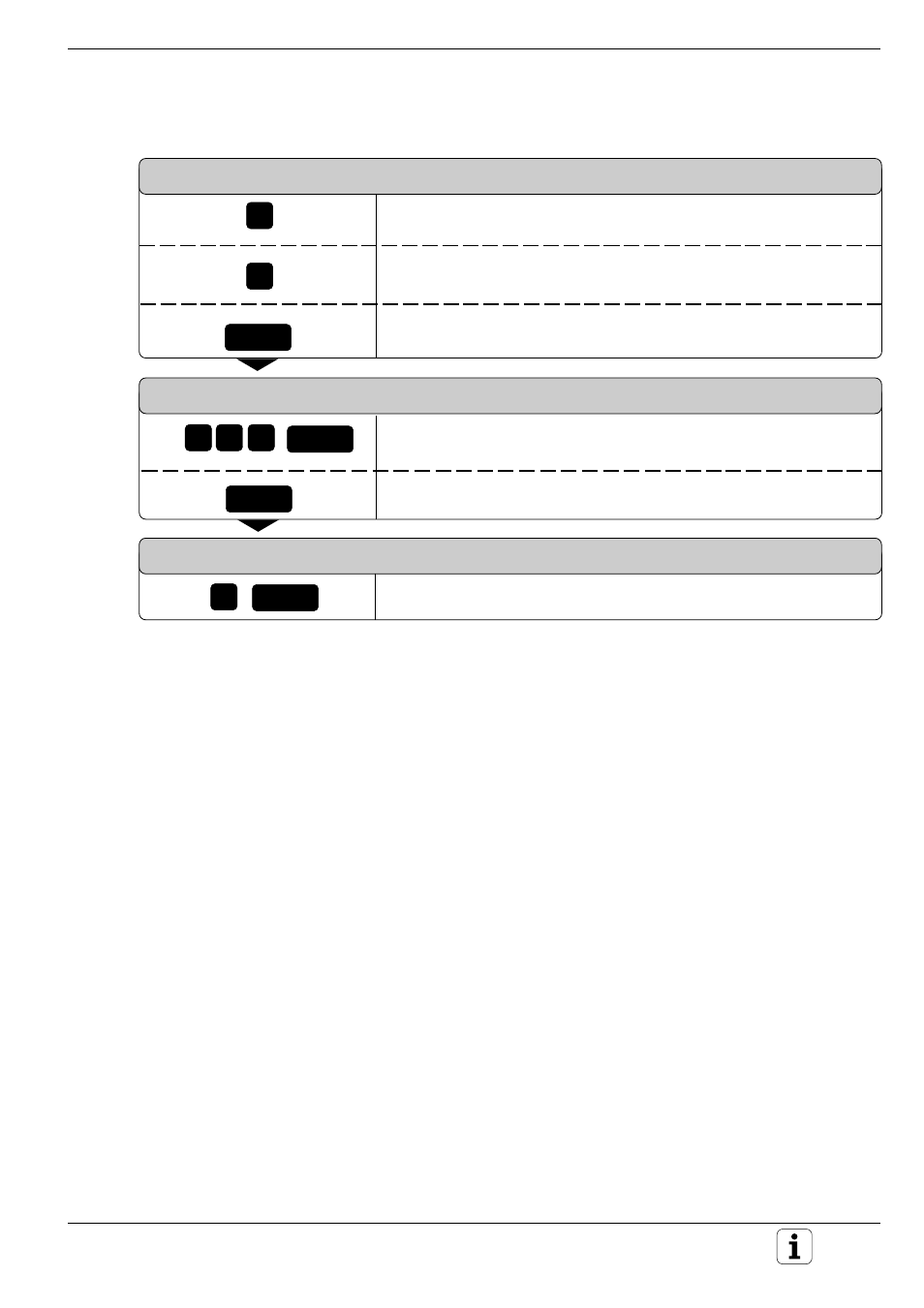
Path Contours - Cartesian Coordinates
.
.
.
TOOL RADIUS COMP. RL / RR / NO COMP.?
The TNC must move the tool to the left of the programmed contour to
compensate its radius.
The TNC must move the tool to the right of the programmed contour
to compensate its radius.
The TNC moves the tool center directly to the end point.
FEED RATE = ? / F MAX = ENT
Enter the feed rate of the tool on the straight line, for example
100 mm/min.
Enter rapid tool traverse, F = FMAX.
MISCELLANEOUS FUNCTION M ?
Enter a miscellaneous function, if appropriate, for example M3
(Spindle ON, clockwise rotation).
Resulting NC block: L IX–50 Y+10 Z–20 RR F100 M3
3
e.g.
ENT
Advertising