HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 138
Advertising
5-39
TNC 425/TNC 415 B/TNC 407
5
Programming Tool Movements
if necessary
R-
L
or
R
+
R
+/
1 x
or
2 x
+/
ENT
P
e.g.
8
0
0
1
C
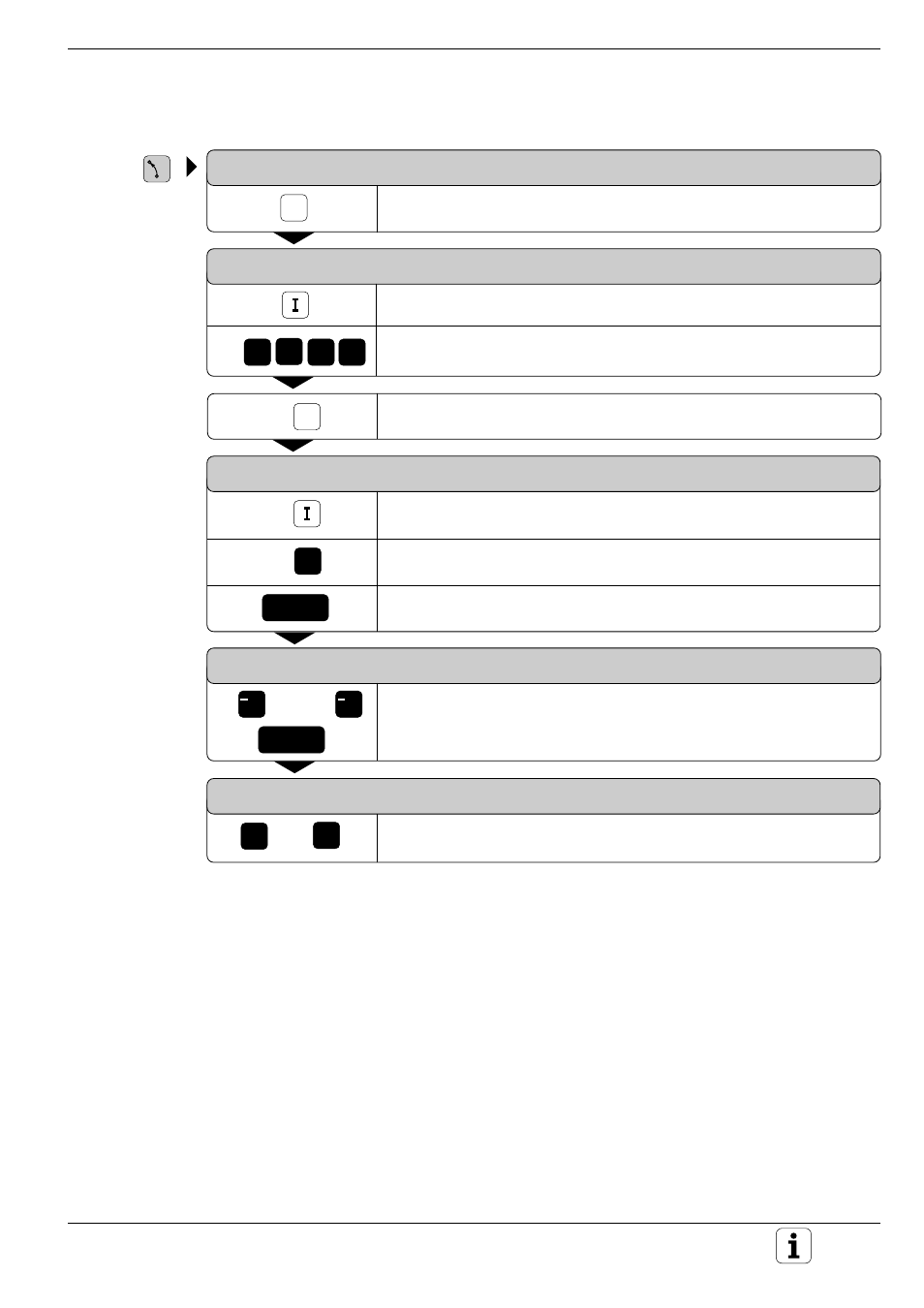
Path Contours - Polar Coordinates
To program a helix:
COORDINATES ?
Select polar coordinates.
POLAR COORDINATES-ANGLE PA ?
Enter PA incrementally.
Enter the total angle of tool traverse along the helix, for example
PA = 1080°.
Enter the tool axis, for example Z.
COORDINATES ?
Identify the height entry as incremental.
Enter the helix height, for example H = 5 mm.
Terminate coordinate input.
ROTATION CLOCKWISE: DR- ?
Clockwise helix: DR– or counterclockwise: DR+.
TOOL RADIUS COMP.: RL/RR/NO COMP.?
Enter radius compensation according to the table.
If necessary, enter:
Feed rate F
Miscellaneous function M
Resulting NC block: CP IPA+1080 IZ+5 DR–RL
Z
e.g.
e.g.
5
ENT
Advertising