Yx z, Cc 60 ° r =45 – HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 133
TNC 425/TNC 415 B/TNC 407
5-34
5
Programming Tool Movements
Path Contours - Polar Coordinates
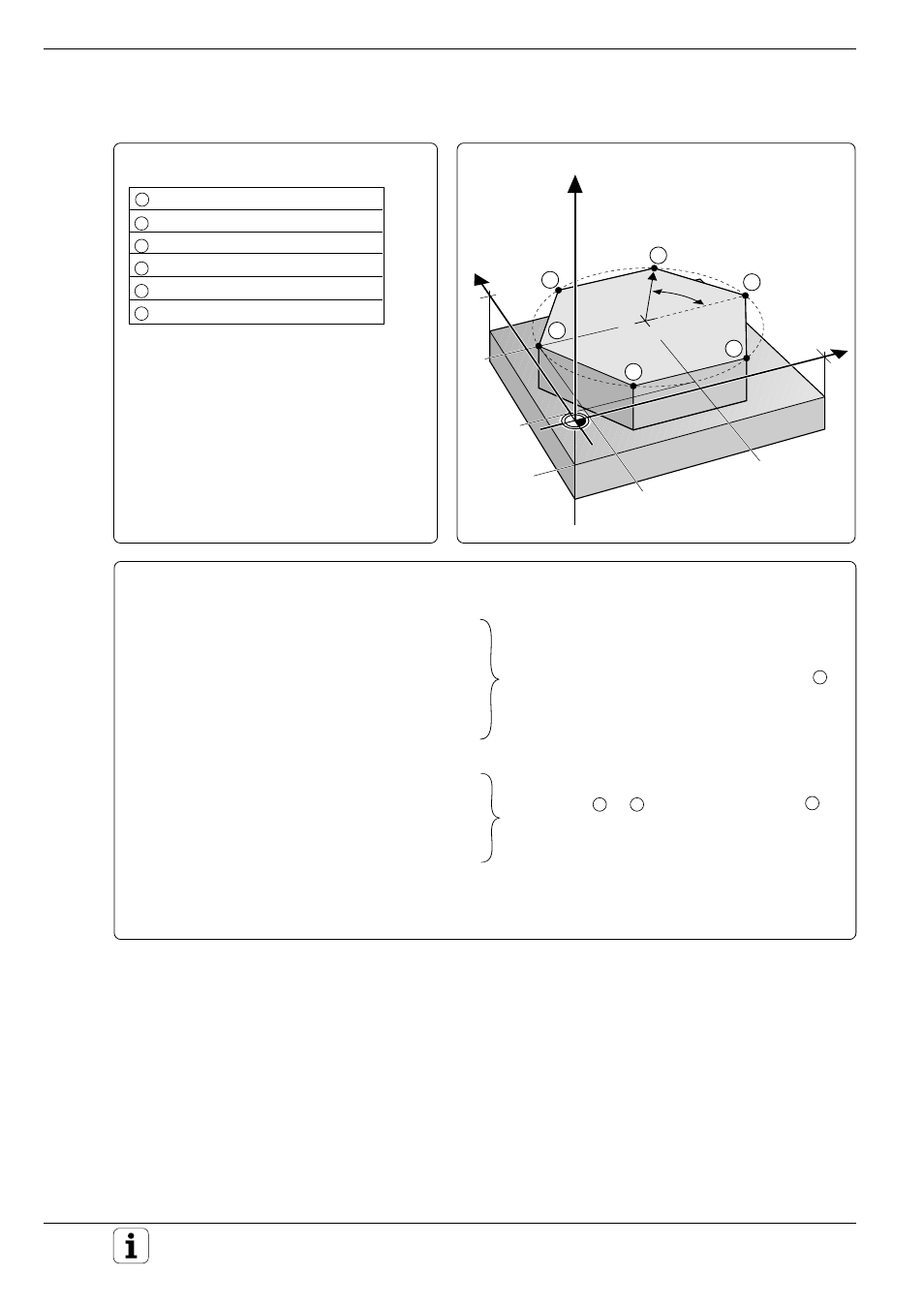
Example for exercise: Milling a hexagon
Corner point coordinates:
1
PA = 180°
PR = 45 mm
2
PA = 120°
PR = 45 mm
3
PA =
60°
PR = 45 mm
4
PA =
0°
PR = 45 mm
5
PA = 300°
PR = 45 mm
6
PA = 240°
PR = 45 mm
Milling depth:
Z
= –10 mm
Tool radius:
R
=
5 mm
–10
50
50
5
5
CC
60
°
R =45
Y
X
Z
100
100
1
2
3
4
5
6
Part program
0
BEGIN PGM HEXAGON MM
1
BLK FORM 0.1 Z X+0 Y+0 Z–20
2
BLK FORM 0.2 X+100 Y+100 Z+0
3
TOOL DEF 1 L+0 R+5
4
TOOL CALL 1 Z S1000
5
CC X+50 Y+50
6
L Z+100 X-20 Y+50 R0 F MAX M6
7
L Z–10 F MAX
8
APPR PCT PR+45 PA+180 CCA180 R+20 RL F100 M3
9
LP PA+120
10 LP PA+60
11 LP IPA+0
12 LP PA–60
13 LP PA--120
14 LP PA--180
15 DEP CT CCA135 R+20 F100 ........................................ Depart the contour tangentially on an arc
16 L Z+100 F MAX M2
17 END PGM HEXAGON MM
Corner points
2
to
6
and last contour point at
1
;
absolute and incremental programming
General data and first contour point (corner point
1
)