Tool, Entering tool data into the program – HEIDENHAIN TNC 407 (280 580) User Manual User Manual
Page 67
Advertising
TNC 425/TNC 415 B/TNC 407
4-8
4
Programming
ENT
1 0
ENT
5
e.g.
ENT
5
e.g.
e.g.
Entering tool data into the program
The following data can be entered once for each tool in the part program:
• Tool number
• Tool length compensation value L
• Tool radius R
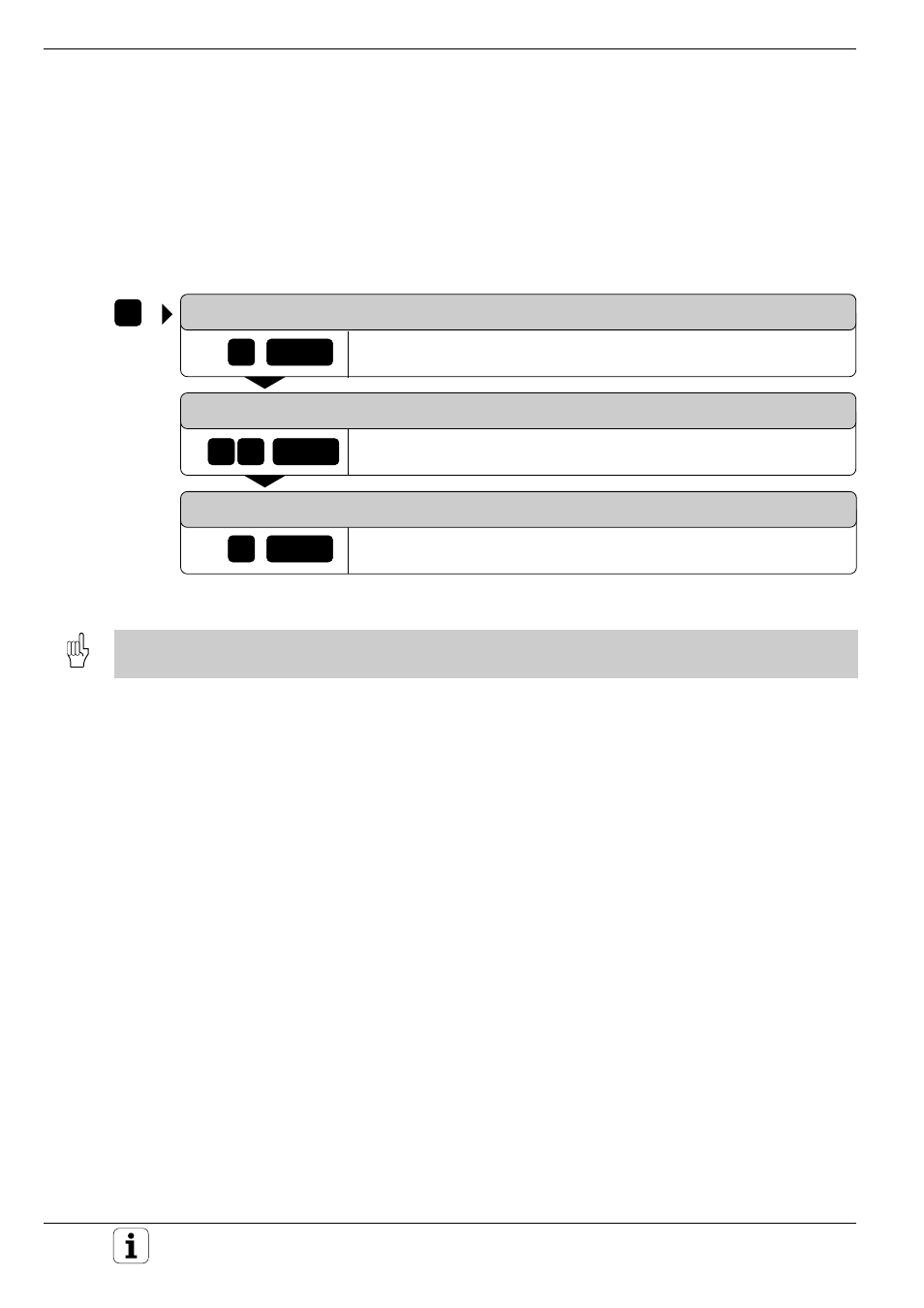
To enter tool data in the program block:
TOOL NUMBER ?
Designate the tool with a number, for example 5.
TOOL LENGTH L ?
Enter the compensation value for the tool length, e.g. L = 10 mm.
TOOL RADIUS R ?
Enter the tool radius, e.g. R = 5 mm.
Resulting NC block: TOOL DEF 5 L+10 R+5
You can enter the tool length L directly in the tool definition by using the “actual position
capture” function (see page 4-30).
TOOL
DEF
Advertising