Troubleshooting without alarm codes, Cent’d) – Yaskawa i80M Maintenance Manual User Manual
Page 124
4.3
TROUBLESHOOTING WITHOUT ALARM CODES
(Cent’d)
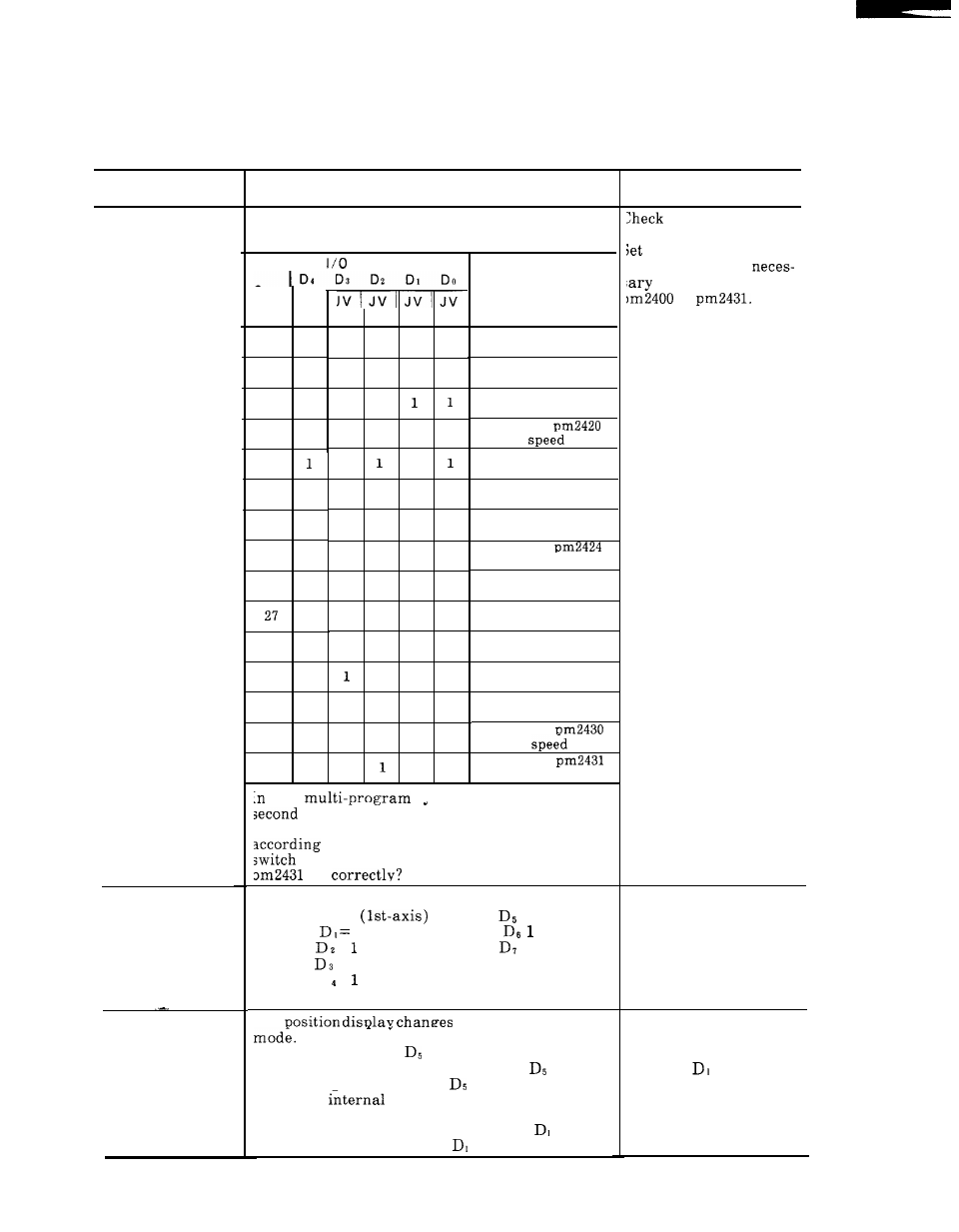
Table 4.34
Manual Jog Mode Operation Faulty (Cent’d)
Cause of Trouble
An axis interlock
signal is entered.
The machine is ir
LOCK position.
Check Method
Feed Override/Manual JOG Feed
Rate Selection (Cent’d)
I
signal #3002
Step
JV
16
18
1
19
1
20
1
21
1
22
23
1
24
1
25
1
26
1
1
28
1
29
1
30
1
31
1
32
1
8
4
2
1
0
0
0
1
0
0
1
0
0
0
0
1
0
0
0
0
0
1
1
0
0
1
1
1
1
0
0
0
1
0
0
1
1
0
1
0
1
0
1
1
1
0
0
1
1
0
1
1
1
1
0
1
1
1
M a n u e l J O G
Feed Rate
( M a n u a l O p e r a t i o n
Mode)
Parameter pm2417
Setting speed
Parameter pm2418
Setting speed
Parameter pm2419
Setting speed
Parameter
Setting
Parameter pm2421
Setting speed
Parameter pm2422
Setting speed
Parameter pm2423
Setting speed
Parameter
Setting speed
Parameter pm2425
Setting speed
Parameter pm2426
Setting speed
Parameter pm2427
Setting speed
Parameter pm2428
Setting speed
Parameter pm2429
Setting speed
Parameter
Setting
Parameter
Setting speed
i80L
svstem, check #3052 for
program and #3062 for third program.
Does 1/0 signal #3002 (#3052, #3072) change
to the list when the jog speed selection
is changed? Are parameters pm2400 to
set
Jog is correct when:
#3078 DO = 1
#3078
= 1 (6th-axis)
#3078
1 (2nd-axis) #3078
=
(7th-axis)
#3078
= (3rd-axis)
#3078
= 1 (8th-axis)
#3078
= 1 (4th-axis)
#3078 D = (5th-axis)
When O, the axis does not work.
The
in MACHINE LOCK
Check the machine lock switch input.
1/0 signal #3006
(In i80L multi-program system, #3056
for
second program and #3066
for third program. )
Check the
torque switch.
Setting #0000 D,
(In i80L multi-program system, #0024
for
second program and #0027
for third program. )
Solution
wiring of the jog
peed selection switch.
the command speed
or the number of
steps in parameters
to
An axis interlock signal
is entered for some
reason. Refer to the
manual of the machine
manufacturer to release
the axis interlock.
Check wiring of the
machine lock switch
Set pmOOOO (pmO024,
pmO027)
to O.
116