Final torch adjustment -11 – Hypertherm HT4001 Plasma Arc Cutting System User Manual
Page 102
OPERATION
HT4001
Instruction Manual
5-11
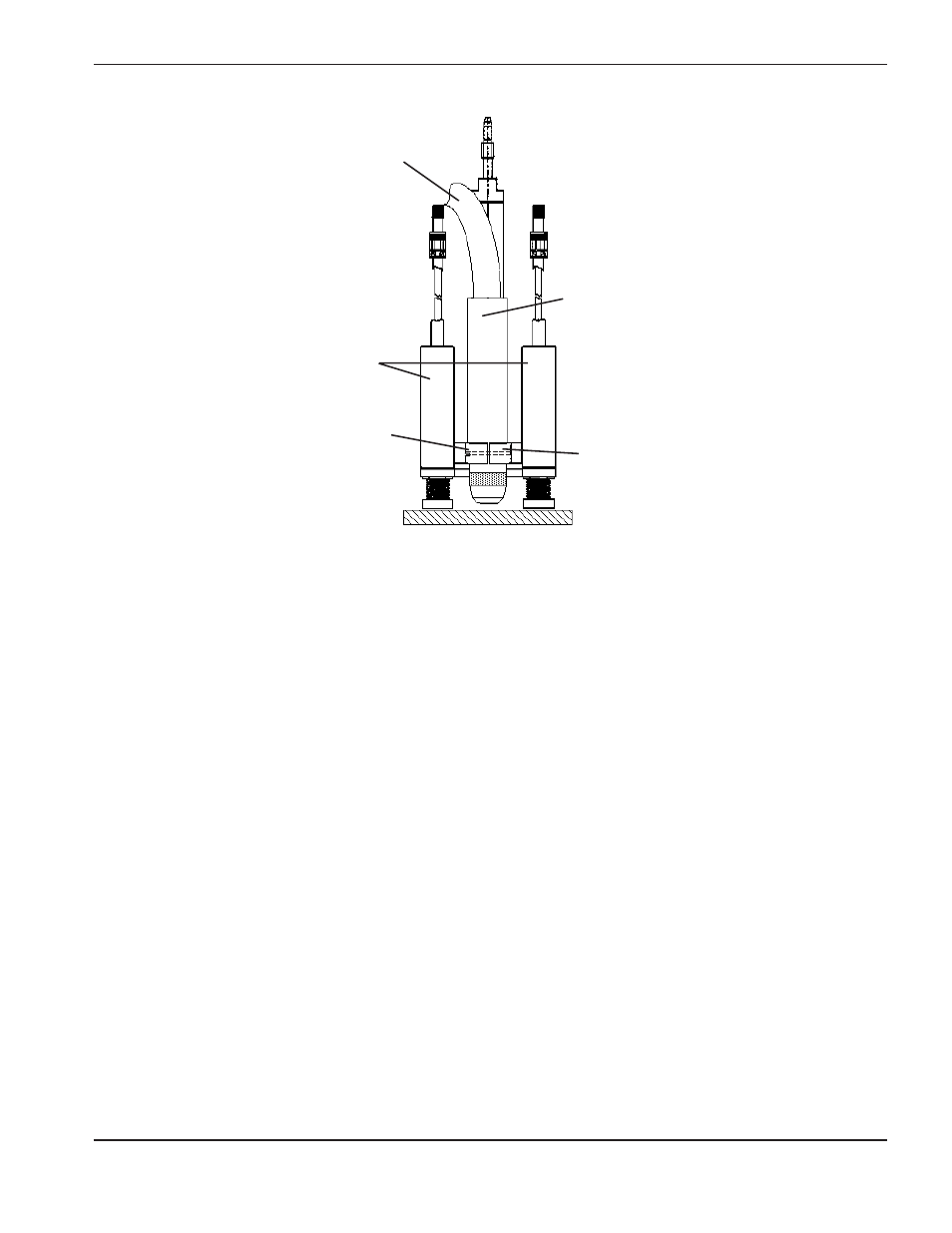
Final Torch Adjustment (Fig. 5-8)
• Look for the Torch Standoff distance on the Cut Charts for the thickness of material you are cutting.
• Loosen the Securing Screw on the torch mounting bracket and position the torch to twice the height
specified under Torch Standoff. This is the initial torch height before piercing. (The torch will cut at the
torch standoff distance after making the pierce.)
• Tighten the securing screw at this position.
Note:
If not using the IHS, adjust the initial torch height in the standard mounting bracket to twice
the torch standoff distance.
Note also:
If arc does not transfer when set at twice the torch standoff (in the case of thick metal
being cut at high current), gradually lower the initial height of the torch until transfer
occurs.
19. Set the initial height to ON and press the START button on your system. Once the arc transfers and the
machine delay time passes, the torch will pierce the metal. Press the STOP button to terminate the plasma arc.
Verify that the UP indicator lights and the torch retracts to the upper limit switch.
Figure 5-8
Torch with Inductive Probes
Probes
Torch Position
Sleeve
Torch Mounting
Bracket
Securing Screw
Leads to RHF Console, Gas Console
and Motor Valve Console