Nitrogen, Ht4001 without slave, Pac620 torch – beveling consumables – Hypertherm HT4001 Plasma Arc Cutting System User Manual
Page 118: Mild steel or stainless steel – nitrogen plasma
11-96
HT4001
Instruction Manual
5-27
Notes:
• Minimum N
2
inlet supply pressure remains at one setting of 150 psi (10.3 bar) for all material thickness.
• Water chiller pump outlet pressure remains between 175-185 psi (12-12.8 bar) for all material thickness.
• N
2
flow rate at full scale is 374 scfh (176 l/min) @ 150 psi (10.3 bar) inlet pressure.
• Set initial torch height (before piercing) to approximately twice the Torch Standoff distance for the material you are
cutting.
Note: If arc does not transfer when set at twice the torch standoff (in the case of thick metal being cut at high
current), gradually lower the initial height of the torch until transfer occurs.
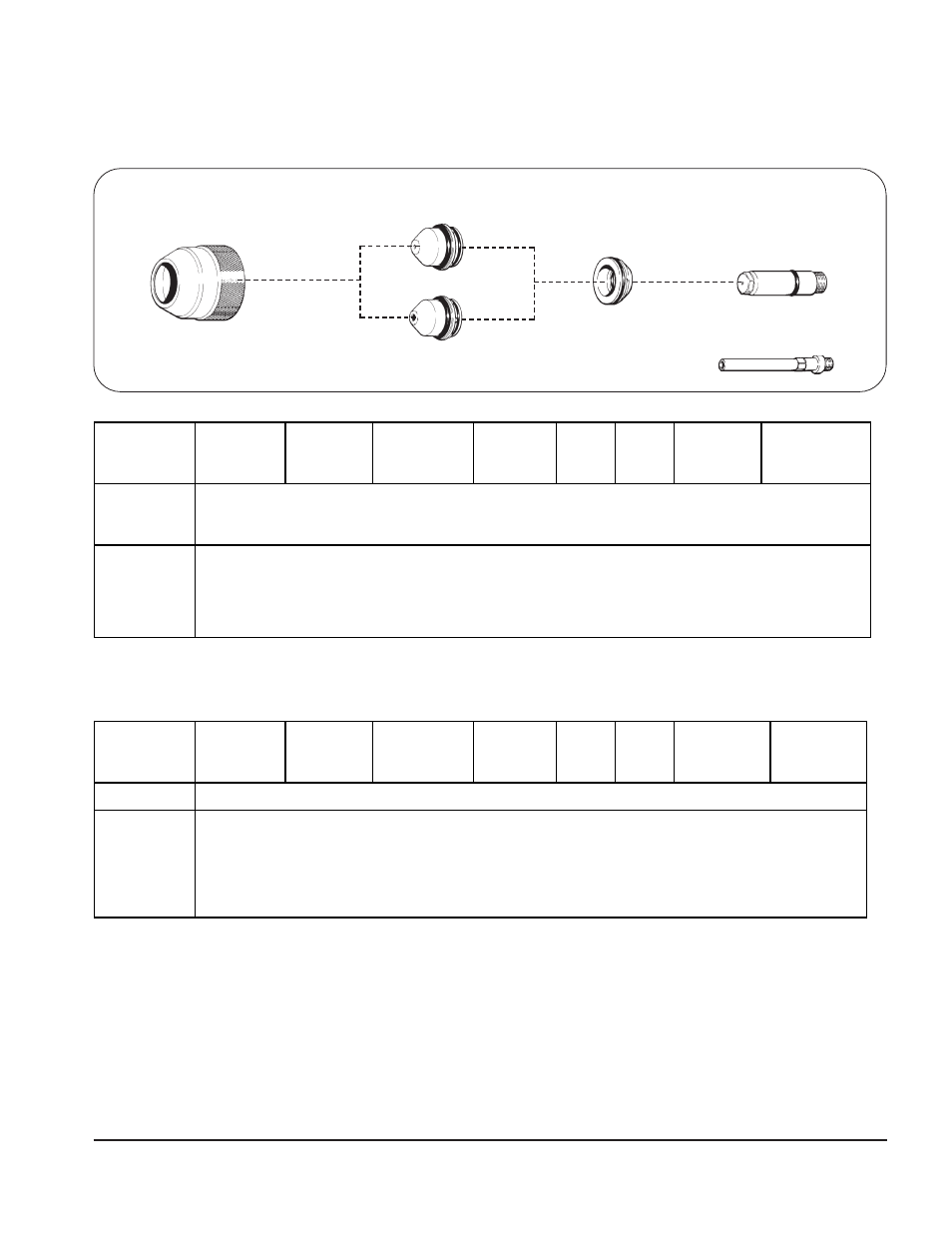
HT4001 without Slave
PAC620 Torch – Beveling Consumables
Mild Steel or Stainless Steel – Nitrogen Plasma
Retaining Cap
120390 (Vect)
120391 (Vesp)
Nozzle
120386
(.120 in/3 mm)
120387
(.166 in/4.2 mm)
Swirl Ring
020039 (cw)
020042 (ccw)
Electrode
020968
Water Tube – O
2
Bevel
020991
120470 – CE (Vect)
120471 – CE (Vesp)
E
N
G
L
I
S
H
M
E
T
R
I
C
Test Preflow
Rate
Test Cut Flow
Rate
(N
2
)
(N
2
)
(in)
(mm)
(%)
(%)
(%)
(in)
(mm)
(ipm)
(mm/min)
.035
.889
30
30
45
125
240
1/8
3
425
10800
.075
1.91
30
30
45
130
240
1/8
3
285
7240
1/8
3.18
30
30
45
145
240
3/16
5
190
4830
1/4
6.35
30
30
45
155
240
3/16
5
145
3680
1/8
3.18
45
45
62
125
300
1/4
6
170
4320
1/4
6.35
45
45
62
135
340
1/4
6
140
3560
3/8
9.53
45
45
62
145
360
1/4
6
120
3050
1/2
12.7
45
45
62
145
380
5/16
8
90
2290
3/4
19.1
45
45
62
150
400
5/16
8
50
1270
1
25.4
45
45
62
155
400
3/8
10
30
760
.166"
400A max.
Arc
Current
(A)
Torch
Standoff
Travel Speed
.120"
260A max.
Nozzle
Material
Thickness
Water Flow
Setting
Arc Volts
(V)
Test Preflow
Rate
Test Cut Flow
Rate
(N
2
)
(N
2
)
(mm)
(%)
(%)
(%)
(mm)
(mm/min)
3 mm
260A max.
6
30
30
45
155
240
5
3800
6
45
45
62
135
340
6
3640
8
45
45
62
140
360
6
3300
10
45
45
62
145
360
6
2930
12
45
45
62
145
380
6-7
2450
15
45
45
62
150
400
8
1900
20
45
45
62
150
400
8
1200
25
45
45
62
155
400
10
790
Arc
Current
(A)
Torch Standoff
Travel Speed
4.2 mm
400A max.
Nozzle
Material
Thickness
Water Flow
Setting
Arc Volts
(V)