1 input/output signals of m,s,t and b codes, M code output, Ma0 to ma9 – Yaskawa YASNAC PC NC I/O Signal Function Manual User Manual
Page 24: 35200 to #35211, S code output, Sd00 to sdo23, 36540 to #36567, Tcode output, To to t19, 35300 to #35323
4 - 2
YASNAC PCNC I/O Signal Function Manual Chapter 4: M, S, T, and B Functions
4.1 Input/Output Signals of M,S,T and B Codes
(1) M, S, T and B Code Output Signals and M, S, T and B Code Read Output Signals
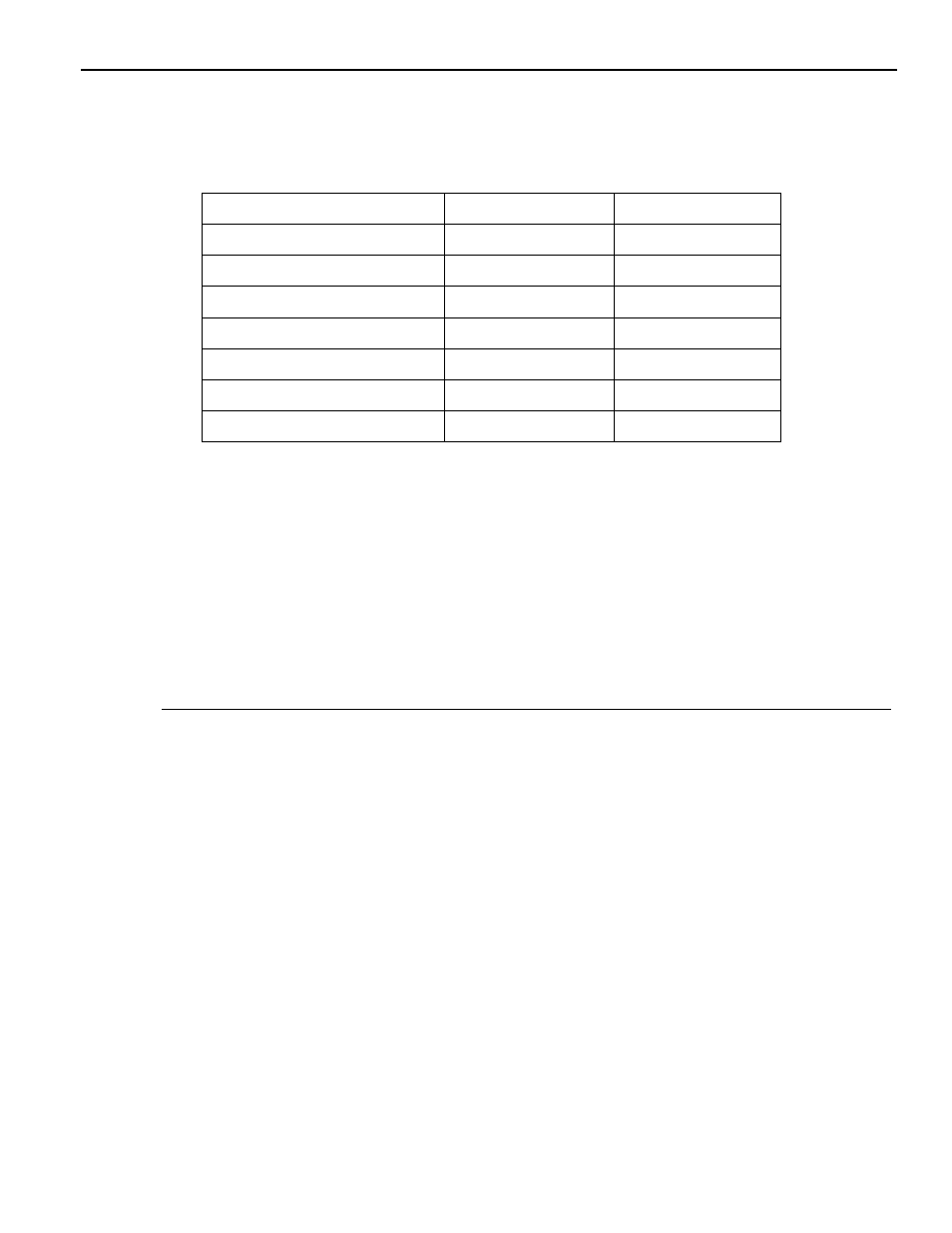
Kinds and Addresses of M, S, T and B Code Output Signals & Read Output Signals
These are output signals for the M, S, T and B commands specified in a program.
If a M, S, T and B command is read during the execution of a part program in the automatic
mode, then CNC outputs the signals according to the numeric value specified with address
M, S, T or B.
Then, the M, S, T or B code read output signal is “closed” after the elapse of the time set for
a parameter.
IMPORTANT!
In the case of an S4 digit command, an S code signal and S code read signal are not output
since the output is a 12 bit no-contact output or analog output for a S4 digit command.
1.M commands for logic circuit processing (M90 to M99)
Neither M code nor MFA code is output. M codes are those for internal processing of the
CNC, and accordingly, they cannot be used as external M codes.
2.M decode output signals (M00R, M01R, M02R and M30R)
Among the M codes, if M00, M01, M02 or M30 is executed, the corresponding M decode
output signals (M00R(#35214); M01R(#35215); M02R(#35216); M30R( #35217) appear
in addition to the M code and M code read output signals. The M decode output signal is
“opened” at the start of automatic operation or when the CNC is reset.
If an M command with a decode output signal is specified together/along with an axis
movement command in the same block, the M decode output signal appears only after the
M code output
MA0 to MA9
#35200 to #35211
S code output
SD00 to SDO23
#36540 to #36567
Tcode output
TO to T19
#35300 to #35323
B code output
B0 to B15
#35330 to #35347
M code read output
MF
#35350
S code read output
SF
#36517
T code read output
TF
#35357
B code read output
BF
#35355