2 s5-digit command input signal, S code analog output inverse input, Sinv – Yaskawa YASNAC PC NC I/O Signal Function Manual User Manual
Page 28: S code analog output status output, Sinva, Spindle gear range input, Gr1 to gr4, 31100 to #31103
4 - 6
YASNAC PCNC I/O Signal Function Manual Chapter 4: M, S, T, and B Functions
4.2 S5-Digit Command Input Signal
The CNC outputs these signals to determine the rotation speed of the spindle motor for “S5-
digit non-contact output” or “S5-digit analog output” signals.
GR1 to GR4 (#31100 to #31103) signals input the status of gear range to the CNC to deter-
mine the spindle motoe speed according to the spindle speed specified in a part program.
Input signal SINV is used to invert the polartiy of the analog output signal for the S5-digit
analog output specification.
The M04s (#3538d0) is “opened” at the start of the M03 command, and it is “closed” at the
start of the M04 command.
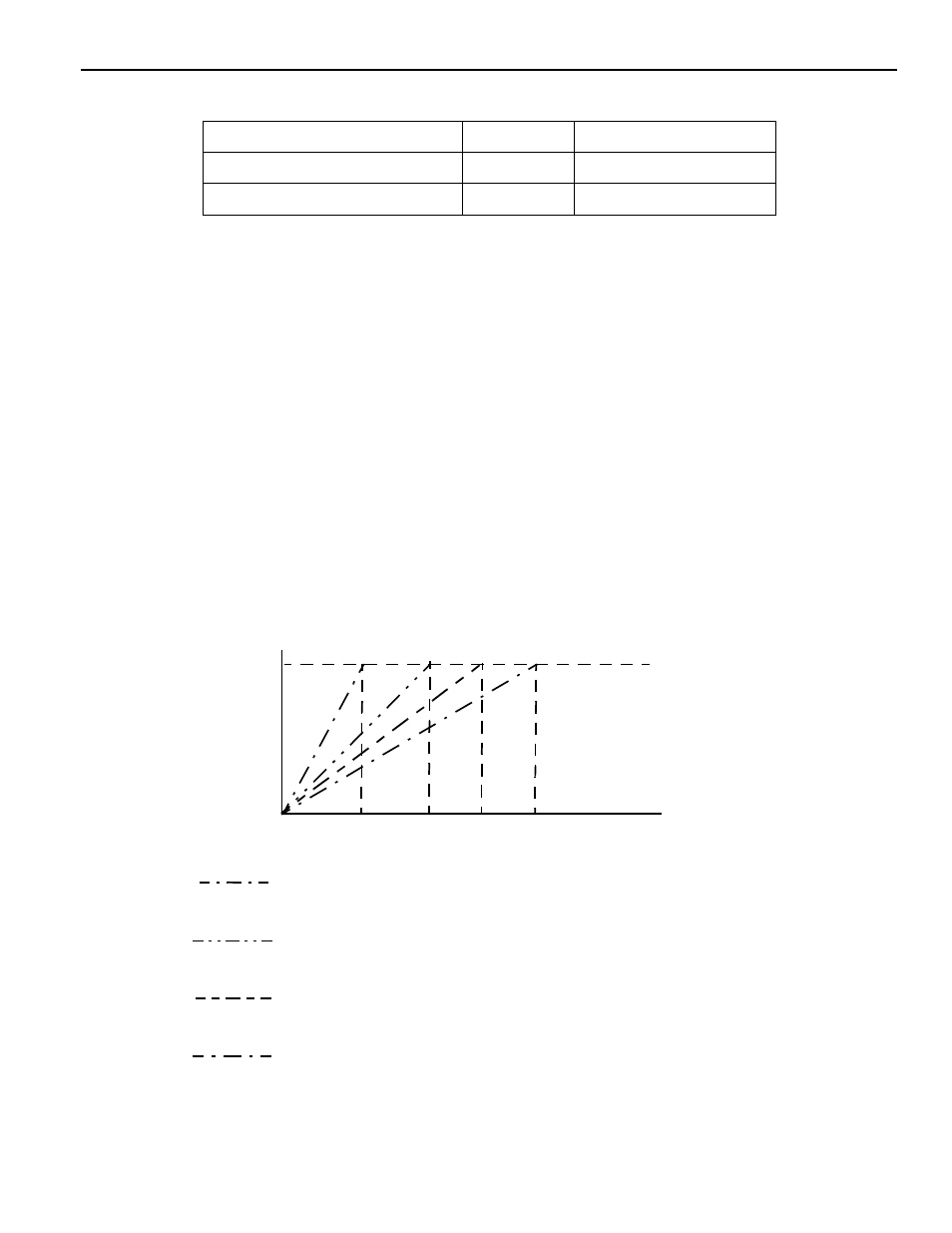
(1) 24-bit Non-contact Output for S5-digit Command
In response to the specified spindle speed and the gear range input (GR1 to GR4), a 23-bit
binary code (0 to +8388608: spindle speed) is output as shown in Fig. 4.5.
.............................................................................................................................
S Code Analog Output Inverse Input
SINV
#31104
S Code Analog Output Status Output
SINVA
#36500
Spindle Gear Range Input
GR1 to GR4
#31100 to #31103
Spindle Motor Speed
Command Output
.
8388608
GR1REV GR2REV GR3REV GR4REV
Spindle Speed
S Command
:
Output when GR1 is “closed”.
The saturated spindle motor speed of gear range “GR1”
should be
set for parameter pm1408.
: Output ehen GR2 is “closed”.
The saturated spindle motor speed of gear range “GR2”
should be
set for parameter pm1409.
: Output ehen GR3 is “closed”.
The saturated spindle motor speed of gear range “GR3”
Fig. 4.5 Non-contact Output for S5-digit Command